HEDELIUS verwendet ausschließlich direkte Längenmessgeräte zur Positionserfassung der X-, Y- und Z-Achse. So umfasst die Positionsregelschleife die komplette Vorschubmechanik. Man spricht von einem Betrieb im „Closed Loop“. Übertragungsfehler der Mechanik können so vom Längenmessgerät an der Vorschubachse erfasst und von der Steuerungselektronik ausgeregelt werden.
Dadurch lässt sich eine Reihe möglicher Fehlerquellen ausschließen:
- Positionierfehler aufgrund der Erwärmung der Kugelumlaufspindel
- Umkehrfehler
- kinematischer Fehler durch Steigungsfehler der Kugelumlaufspindel
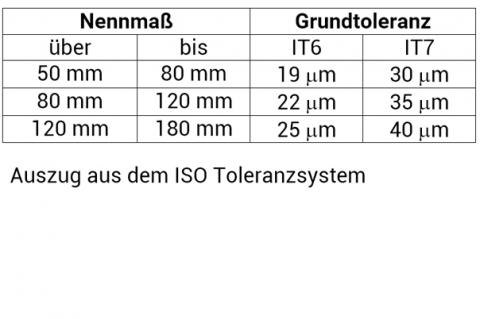
Für Maschinen mit hohen Anforderungen an die Positioniergenauigkeit und an die Bearbeitungsgeschwindigkeit sind deshalb direkte Längenmessgeräte unerlässlich. Alle HEDELIUS Bearbeitungszentren sind serienmäßig mit direkten Messsystemen ausgestattet.