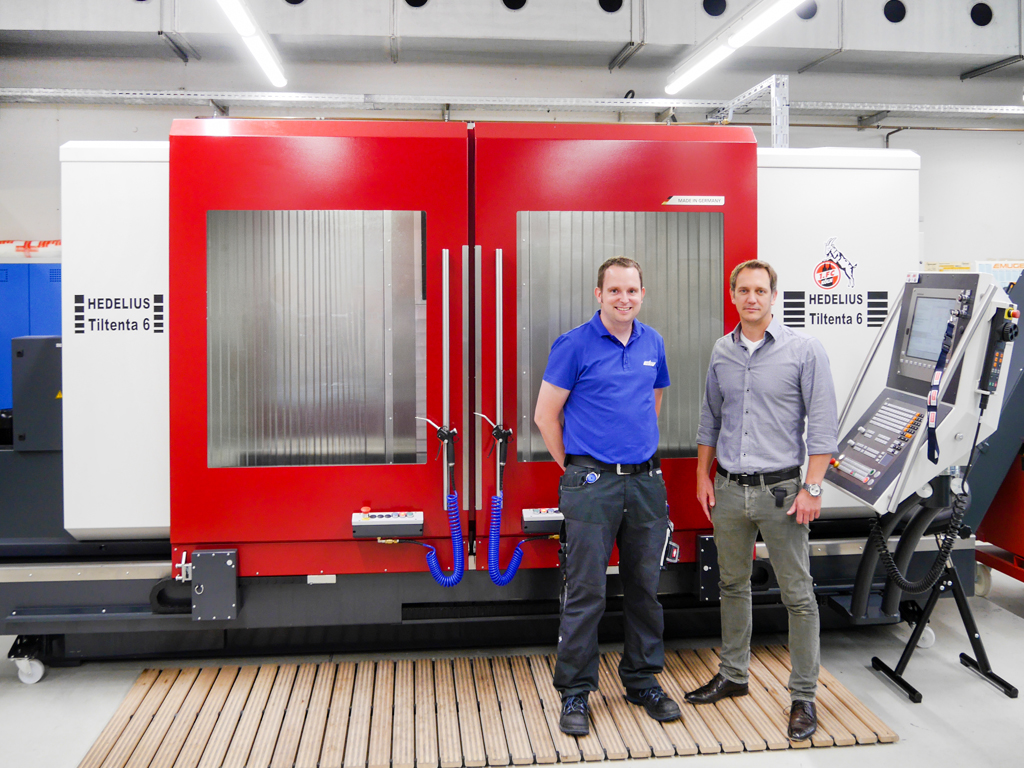
European Transonic Windtunnel GmbH is currently renovating its wind tunnel and expanding its range of skills. This also involves modernisation of the workshop, for which a Tiltenta 6-2300 has been purchased from HEDELIUS. This makes it possible to process full or half models of aircraft up to 2.30 m long with a single clamping operation.
The European Transonic Windtunnel is located quite close to Cologne Bonn Airport. Its operating company, ETW GmbH, is a non-profit organisation that runs an exceptional wind tunnel for research and development purposes. This joint European project was launched in 1988 by Germany, The Netherlands, France and the UK and now employs 34 staff. In the world's most advanced wind tunnel, research is carried out for civil aviation under extreme conditions, and real flight conditions are simulated at model scale. Aircraft prototypes, product improvements and innovative technologies are tested with regard to flight characteristics, economic efficiency and noise reduction. The models must withstand pressures up to 4.5 bar and temperatures as low as -163°C. They are provided by customers from the international aviation industry and meet extremely high requirements and standards. If something needs to be adjusted on a model, quick action and extremely precise processing are the order of the day. To achieve this, a Tiltenta 6-2300 5-axis machining centre with pivotable main spindle was procured from HEDELIUS.
"Precision and flexibility are needed here; we have to be able to react to everything. If we were to send models back to the customer to be reworked there, we would lose at least two valuable days, which neither we nor our customers can afford", says André Kasper, explaining the acquisition of the HEDELIUS machine. Kasper is an industrial engineer and, as project manager at ETW, is responsible for the expansion and renovation of the wind tunnel system. Dr. Peter Guntermann, Manager of Operations & Administration, adds: "It is important that we are flexible and don't have to contract out the processing of critical components of the models."
The set-up and test phase of a model usually takes two to three weeks. A test plan is devised beforehand with the customer. The model, comprising many individual components, is put together in preparation. The sensors and measurement devices are also fitted – there may be around 280 drilled holes in one wing – before the model is finally mounted on a sting on the model holder of the test facility. The balance, which forms the centrepiece of the measurement system, sits between the model and the sting. Sometimes, the models may need to be adapted to suit the facility or changes in shape may be required during the test. Localised and very precise work is then called for. "In the past, we had to dismantle the models again if we wanted to modify something; with the HEDELIUS, we can now machine the model precisely with just one clamping procedure and little effort", explains André Kasper. "The Tiltenta 6's X-travel range of 2300 mm was therefore very important for us." It means that the models can be 2.30 m long and up to 1.60 m wide.
The wind tunnel has to develop extreme temperatures and pressures in order to create realistic flight conditions. And the air also needs to be extremely dry. Portholes for cameras and lights systems are set into the wind tunnel, so that the model can be observed during the test and its deformations can be measured. 3,000 tonnes of liquid nitrogen are ready for use in keeping the tunnel at temperatures as low as -163°C during the test phase. Only at such low temperatures and with pressures up to 4.5 bar is it possible to create conditions that represent real flights conditions at model scale. This has to do with the Reynolds number: a characteristic value from the field of fluid mechanics. For large aircraft, this can be as high as 80 million. Other wind tunnels cannot achieve such values. André Kasper explains: "Naturally, there are no such temperatures in real flight operations, but in order to achieve real flow behaviour, the temperature needs to be so low. In this way, the behaviour from the wind tunnel can be transferred to reality. This gives us the required precision." To ensure that the models can withstand these extreme test temperatures, special low-temperature steels are used. "We work mostly with maraging steel, Marval 18 and Alloy A 286", says Karsten Horn, machine operator at ETW. These are materials which have particularly high tensile strength and do not become brittle at very cold temperatures. This is why a machining centre was needed that could machine these materials. The powerful Celox spindle of the Tiltenta 6-2300, with 14,000 rpm and a power rating of 29.00 kW, meets these challenges.
In addition to aircraft models, replacement parts for the wind tunnel and very small electrical engineering components are also produced using the HEDELIUS. "Set-up times usually play a secondary role for us. We program the system at the machine and processing generally takes just a few minutes", says Karsten Horn, describing the situation in the workshop. The basic model of the machining centre meets the requirements at ETW; other aspects were much more important for the purchasing decision. "The service aspect was very important for us; the machine has to run when we need it", explains project manager Kasper. "For this reason, we made enquiries with other HEDELIUS customers, and we received positive feedback from them. In the meantime, we can also confirm this." We were also impressed by the configuration of the machining centre. Thanks to the loading flaps at the sides, the models can be longer than usual, yet still be processed with a single clamping operation. Another decisive detail of the Tiltenta 6-2300 is the possibility of direct access to the workpiece. "Of all the machines we looked at, this gave us the best access to the workpiece", says machine operator Horn. This is partly due to the low table height of approximately 800 mm and the special Tiltenta design. It has to be possible to work professionally with a new machining centre, which is why European Transonic Windtunnel GmbH opted for the basic and advanced courses offered by HEDELIUS. "I've never had such a good training course before", states machine operator Karsten Horn, visibly happy with his recent advanced course on swivelling.