La société Förster Sondermaschinen GmbH, située à Lindlar dans la région de Cologne (Allemagne), est spécialisée dans la fabrication de pièces de précision spécifiques. Ses lots de pièces fraisées se composent généralement de 1 à 10 pièces. Sa spécificité : grâce à une organisation de la fabrication très souple et axée sur les besoins du client, les pièces peuvent être fabriquées à la demande.
Stefan Förster revient sur 40 ans d’histoire de l’entreprise. Avec sa sœur, Susanne Müller, ils est à la tête de la société Förster Sondermaschinen GmbH. Ils sont tous deux la deuxième génération à diriger l’entreprise familiale, dont ils ont repris les rennes au tournant du millénaire. L’entreprise a démarré en 1979 avec la production de microcontacts dans le garage de la maison familiale. Au début des années 1990, elle construisait des machines de pliage et des perceuses pour le verre destinées à l’industrie automobile. « Nous avions besoin de pièces introuvables sur le marché dans la qualité que nous recherchions. Nous les avons donc tout simplement décidé de les fabriquer nous-mêmes », déclare Stefan Förster. Aujourd’hui, la société est un fabricant majeur de pièces de précision. Ses clients sont essentiellement des fabricants de machines d’emballage, de systèmes pour l’industrie agroalimentaire et d’engins de construction routière basés dans la région.
La société Förster ne fait aucun compromis sur la qualité. Stefan Förster explique pourquoi en ces termes : « Nos clients accordent une très grande importance à la précision des pièces. En règle générale, les tolérances sont à deux ou cinq centième près, voire mois. Nous sommes en mesure de fournir cette qualité. » Exemple d’application : Les glissières fabriquées par Förster pour les lames de découpe de machines d’emballage sous film se déplacent à 400 km/h.
Pour garantir la qualité de la fabrication, la PME mise sur la modernisation et le progrès technique. Elle investit donc en permanence dans de nouveaux outils et de nouvelles technologies. « Cela nous permet de respecter notre promesse de qualité tout en restant compétitifs », explique Stefan Förster. Sa dernière acquisition est le centre d’usinage sur 5 axes Tiltenta 9-3600 de HEDELIUS, doté d’une broche à basculement progressif. Installé prochainement, il sera la cinquième machine de l’entreprise HEDELIUS, basée dans le nord de l’Allemagne. Le premier centre d’usinage HEDELIUS qui a intégré le parc de machines de Förster est le modèle Tiltenta 8-3200. Acheté il y a douze ans, il est toujours mis en œuvre avec fiabilité actuellement. « En 2017, nous l’avons entièrement révisé et remise à neuf », déclare Stefan Förster avec satisfaction.
« L’acquisition du nouveau centre d’usinage T9 a pour but d’élargir nos capacités de production et d’accroître nos flexibilité, afin de pouvoir améliorer encore notre réactivité », déclare Stefan Förster pour justifier le récent investissement. La flexibilité de la fabrication est essentielle compte tenu du type, de la taille des lots et du matériau constitutif des pièces usinées : l’entreprise façonne des pièces allant de 10 à 6 000 mm, pouvant peser jusqu’à 3,5 tonnes, et ses lots de fabrication se composent généralement de 1 à 10 pièces. Le matériau usiné par enlèvement de copeaux est souvent l’acier ou l’aluminium, parfois aussi du bronze forgé et de l’inox. Le temps d’usinage des pièces est donc très variable, allant de quelques minutes à plusieurs jours.
Afin de répondre à ces exigences très diversifiées, la fabrication doit être configurée avec précision. La société Förster a acquis le modèle Tiltenta 8-3200 HEDELIUS dès 2006. D’abord mise en œuvre pour la fabrication de pièces longues allant jusqu’à 3 000 mm, la machine de fraisage est désormais régulièrement utilisée pour l’usinage sur 5 axes de diverses pièces cubiques. À cet effet, il suffit d’ajouter un plateau diviseur.
Trois centres d’usinage de la société de Meppen sont venus enrichir le parc de machines de Förster, complétant ainsi des modèles HEDELIUS anciens et récents : il s’agit des modèles T7-4200, Forte 7-3200 et C60 Single.
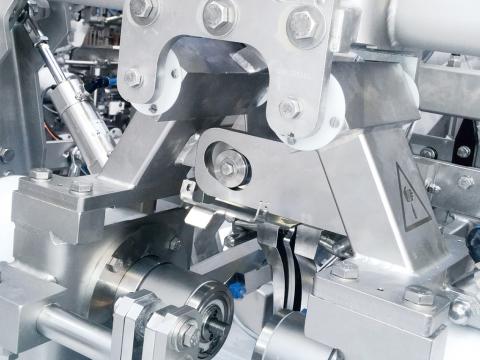
Le centre T7-4200 offre de grandes courses d’usinage sur les axes X et Y (4200 x 750 mm), une broche principale à basculement progressif, une puissance de 29 kW et une vitesse de 12 000 min-1. Le centre d’usinage sur 5 axes a été acquis en 2014 pour l’usinage de baguettes en une seule passe. Stefan Förster précise : « Il nous fallait réaliser des alésages de tête dans des baguettes, que nous souhaitions usiner en une seule passe. Le modèle T7-4200 est la solution idéale pour cela. » Dès le début, il était clair que la machine devait offrir une grande flexibilité d’utilisation. Une paroi permettant de séparer l’espace de travail en deux et un magasin d’outils ont ainsi été directement commandés.
Stefan Förster, qui travaille encore régulièrement sur les machines, est ravi : « Grâce au magasin Standby, nous pouvons préparer des outils pendant la fabrication, d’où des temps et des coûts de démarrage réduits. Compte tenu de la diversité de nos pièces, il nous faut beaucoup d’outils différents, directement disponibles dans le magasin. Le magasin Standby de HEDELIUS comprend jusqu’à 190 outils. Chez Förster, un poste de nettoyage conique est intégré pour le nettoyage et la lubrification automatiques des outils. 180 compartiments sont donc disponibles. La paroi de séparation permet d’obtenir deux espaces de travail indépendants. Un espace peut ainsi être utilisé pour l’usinage, pendant que l’autre sert à la préparation. Les temps d’arrêt sont donc considérablement réduits.
Förster utilise deux centres d’usinage sur 3 axes de HEDELIUS, à savoir les modèles Forte 7 3200 et C60 Single. Le premier se distingue par de grandes courses d’usinage sur les axes x, y et z (3200 x 750 x 800 mm). L’espace de travail peut ainsi être séparé en deux en insérant une paroi de séparation. « Sur cette machine, nous effectuons des tâches préparatoires simples, comme l’usinage de baguettes ou le fraisage de plaques sans alésage de tête. Les pièces plus complexes sont usinées sur les machines à 5 axes », poursuit Stefan Förster. Là encore, la gamme de pièces usinées est extrêmement diversifiée. Afin de simplifier au maximum la fabrication et, ainsi, de préserver une rentabilité optimale, même pour les pièces complexes, beaucoup de tâches sont uniformisées. La société Förster dispose ainsi d’équipements de sa propre fabrication, qui peuvent être très rapidement montés sur toutes les machines HEDELIUS. Les étaux peuvent ainsi être aisément positionnés sur toutes les machines de façon très précise.
« Toutes nos machines sont interconnectées. Nous pouvons ainsi accéder à chaque programme depuis n’importe quel machine », ajoute Susanne Müller. « Notre mode de programmation est uniforme, afin que chaque employé puisse travailler avec les programmes des autres. » Afin d’assurer le bon fonctionnement de nos machines, nous les avons toutes dotées de systèmes de commande Heidenhain. Cette interconnexion et ce mode de programmation nous permettent de fabriquer toutes les pièces sur plusieurs machines relativement facilement et, ainsi, d’exploiter de façon optimale nos capacités de production. C’est très important, car l’entreprise familiale de 13 personnes propose aussi à ses clients un service particulier : ceux-ci ont la possibilité de stocker les pièces chez Förster et de les récupérer sur demande. « Cela permet de faciliter la planification de la production, car nous pouvons fabriquer des pièces à l’avance. De cette façon, nous n’avons pas à planifier la production de chaque pièce. Bien entendu, cela exige un peu d’anticipation, mais les clients apprécient cette flexibilité », explique Stefan Förster.
D’autres facteurs s’ajoutent à la qualité et à la flexibilité et expliquent que Stefan Förster et Susanne Müller aient régulièrement opté pour ces centres d’usinage HEDELIUS. Le S.A.V. en fait partie.« La réactivité est un aspect important pour nous en matière de S.A.V., et sur ce point, nous pouvons compter sur HEDELIUS. Nous réglons aussi beaucoup de points par téléphone ou via l’application dédiée » dit Susanne Müller avec satisfaction à propos du S.A.V. Stefan Förster ajoute : « Les techniciens de maintenance sont bien formés. On a le sentiment d’être entre de bonnes mains. »