La société European Transonic Windtunnel GmbH rénove actuellement la soufflerie en vue d’élargir ses capacités. Pour cela, l’usine a dû être modernisée. Elle a été équipée d’un centre d’usinage Tiltenta 6-2300 HEDELIUS. Il est ainsi possible d’usiner en une seule passe des maquettes ou des demi-maquettes d’avion pouvant mesurer jusqu’à 2,30 m de long.
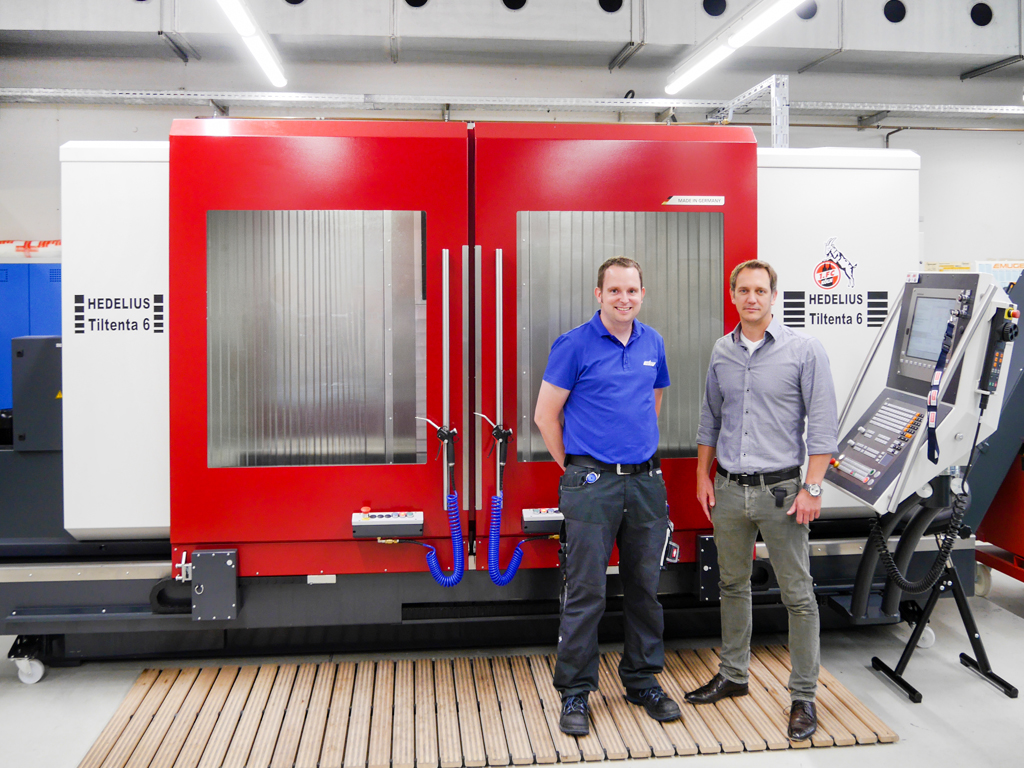
La soufflerie European Transonic Windtunnel se trouve tout près de l’aéroport de Cologne/Bonn. Elle est exploitée par une organisation à but non lucratif, la société ETW GmbH, qui utilise cette soufflerie hors norme à des fins de recherche et de développement. Ce projet collectif européen est une initiative de l’Allemagne, des Pays-Bas, de la France et du Royaum-Uni. La soufflerie a vu le jour en 1988 et emploie aujourd’hui 34 personnes. La soufflerie la plus moderne du monde permet de réaliser des essais pour l’aviation civile dans des conditions extrêmes. Les conditions de vol réelles sont reproduites sur des maquettes. Ces maquettes permettent de tester le comportement en vol, la rentabilité et le niveau sonore de prototypes, d’optimisations et de techniques innovantes. Les maquettes doivent supporter des pressions allant jusqu’à 4,5 bar et des températures négatives pouvant atteindre -163° C. Elles sont mises à disposition par des clients du secteur international de l’aéronautique et répondent à des exigences et des normes extrêmement strictes. Lorsqu’un modèle doit être adapté, il faut réagir rapidement et travailler très précisément. Un centre d’usinage à broche basculante sur 5 axes Tiltenta 6 2300 HEDELIUS a été installé à cet effet.
« Nous avons besoin de précision et de flexibilité, car nous devons pouvoir réagir à tous les cas de figure. Si nous devions renvoyer les maquettes aux clients pour qu’elles soient retravaillées, nous perdrions au minimum deux jours précieux, ce qui serait à leur détriment comme au nôtre », précise André Kasper, justifiant ainsi l’acquisition de la machine HEDELIUS. En qualité de Project Manager, cet ingénieur en économie est responsable du développement et de la modernisation de l’installation au sein d’ETW. L’ingénieur Peter Guntermann (Manager Operations & Administration), ajoute : « Il est primordial que nous soyons flexibles et que nous n’ayons pas à nous séparer de composants essentiels des maquettes en vue de leur usinage. »
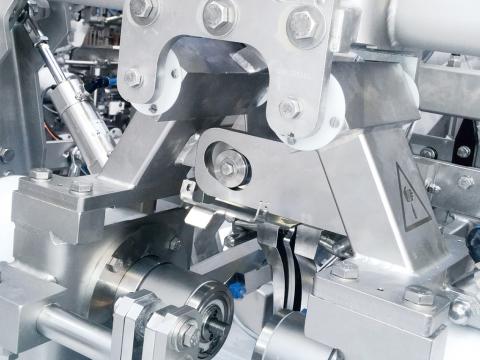
La phase de construction et d’essai d’une maquette dure deux à trois semaines en moyenne. Elle fait suite à l’élaboration d’un plan d’essai avec le client. La première étape consiste à réaliser la maquette, composée de nombreux détails. Divers capteurs et instruments de mesure sont mis en oeuvre dans ce cadre (près de 280 trous peuvent être réalisés dans une seule aile). La maquette est ensuite finalement montée sur une tige-support unique dans l’installation d’essais. Une balance se trouve entre la maquette et la tige-support. Il s’agit de la pièce maîtresse de l’installation de mesure. Il arrive que les maquettes soient adaptées sur l’installation ou doivent subir des transformations pendant les essais. Ces opérations ponctuelles réclament une grande précision. « Auparavant, nous devions démonter les maquettes quand il fallait modifier quelque chose. Avec HEDELIUS, nous sommes désormais en mesure d’usiner une maquette avec précision en une seule passe », explique André Kasper. « La course de 2300 mm le long de l’axe X de la Tiltenta 6 a été déterminante pour nous. » Les maquettes peuvent en effet mesurer jusqu’à 2,30 m de long et 1,60 m de large.
La soufflerie doit développer des températures et des pressions extrêmes pour recréer des conditions de vol réalistes. L’air doit par ailleurs être très sec. La soufflerie est dotée de hublots pour les caméras et les systèmes d’éclairage de façon à ce que la maquette puisse être observée pendant les essais et ses déformations mesurées. 3000 tonnes d’azote liquide sont disponibles pour refroidir la soufflerie et l’amener -163° C pendant la phase d’essai. Ce températures négatives et ces pressions extrêmes (jusqu’à 4,5 bar) sont indispensables pour reproduire les conditions de vol réelles à l’échelle d’une maquette. Cela s’explique par le nombre de Reynolds, un indicateur utilisé en mécanique des fluides. Il peut se situer à 80 millions pour les gros avions. Les autres souffleries ne peuvent pas atteindre de telles valeurs. André Kasper explique : « Bien entendu, les températures ne descendent pas aussi bas en conditions réelles, mais pour obtenir un flux d’air conforme à la réalité, nous avons besoin de les maintenir à ce niveau. Le comportement observé dans la soufflerie peut ainsi être transposé dans la réalité. Nous atteignons ainsi la précision requise. » Pour permettre aux maquettes de résister à ces conditions d’essais extrêmes, des aciers résistants au froid sont utilisés. « Nous travaillons essentiellement avec de l’acier maraging, du Marval 18 et de l’alliage A 286 », précise Karsten Horn, opérateur chez ETW. Ces matériaux se distinguent par leur résistance extrême à la traction et ne cassent pas à très basses températures. Il fallait aussi une machine capable d’usiner ces matériaux par enlèvement de copeaux. La broche Celox performante du centre d’usinage Tiltenta 6-2300, qui offre une puissance de 14 000 tr/min et de 29 kW, répond à ces exigences.
L’installation HEDELIUS est utilisée non seulement pour l’usinage des maquettes d’avion, mais aussi de pièces de rechange de la soufflerie et de très petits composants électroniques. « En principe, les temps de modification ne sont pas un critère pour nous. Nous programmons sur la machine, une opération ne dure normalement que quelques minutes », indique Karsten Horn sur les procédures de l’usine. Un équipement standard de la machine suffit à remplir les besoins d’ETW. D’autres détails ont joué un rôle plus déterminant dans le choix effectué. « Le service était très important pour nous. La machine doit être opérationnelle au moment où nous en avons besoin », déclare le responsable de projet. « Nous nous sommes informés au préalable auprès d’autres clients de HEDELIUS et avons eu des retours positifs. Nous pouvons aujourd’hui les confirmer. » La conception du centre d’usinage a également séduit ETW. Grâce aux trappes de charge latérales, le corps des maquettes peut aussi être plus long. Malgré tout, l’usinage ne nécessite qu’une seule passe. Autre détail convainquant de la Tiltenta 6-2300 : l’accès direct à la pièce à usiner. « Sur toutes les machines envisagées, celle-ci offrait l’accès le plus pratique à la pièce à usiner », précise l’opérateur Karsten Horn. Cela s’explique notamment par la faible hauteur de la plaque (environ 800 mm) et la conception particulière du modèle Tiltenta. Le nouveau centre d’usinage devait aussi permettre de travailler de façon professionnelle. La société European Transonic Windtunnel GmbH a ainsi opté pour les formations de base et de perfectionnement de HEDELIUS. « Je n’ai jamais assisté à des cours d’une telle qualité », rapporte Karsten Horn, visiblement conquis par sa récente formation de perfectionnement.