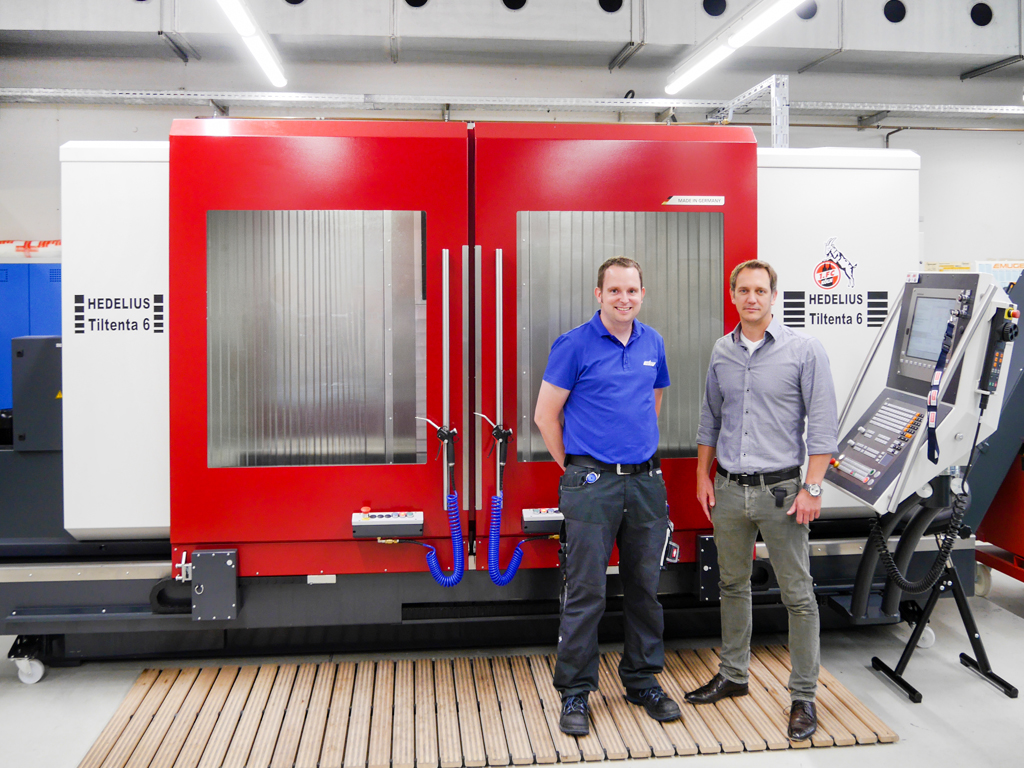
В компании European Transonic Windtunnel GmbH в настоящее время производится модернизация аэродинамической трубы с расширением спектра ее возможностей. К этому относится также модернизация цеха для обрабатывающего центра Tiltenta 6-2300 производства HEDELIUS. Теперь там можно обрабатывать установленные в крепление полные модели и полумодели летательных аппаратов длиной до 2,30 м.
Неподалеку от аэропорта Кёльн-Бонн располагается аэродинамическая труба European Transonic. Эксплуатирующая эту установку организация, ETW GmbH, является некоммерческой организации, которая занимается эксплуатацией уникальной аэродинамической трубы в научно-исследовательских целях. Этот общеевропейский проект стартовал в 1988 г. по инициативе Германии, Нидерландов, Франции и Великобритании, над проектом работают сегодня 34 сотрудника. В аэродинамической установке, которая является самой современной в мире, исследуются экстремальные для гражданской авиации условия, и в масштабе модели воспроизводится реальные условия полета. На моделях испытываются летные характеристики экономичность и показатели снижения уровня шума для прототипов, модернизированных изделий и инновационных технологий летательных аппаратов. Модели должны выдерживать давление до 4,5 бар и экстремальный мороз до -163° C. Эти модели предоставляются заказчиками из отрасли международной гражданской авиации и соответствуют самым высоким требованиям и стандартам. Если в модель внесены какие-либо изменения, на них необходимо реагировать быстро и обрабатывать модель с максимальной точностью. С этой целью был создан 5-координатный обрабатывающийся центр с поворотным шпинделем Tiltenta 6-2300 фирмы HEDELIUS.
«У нас спрос на точность и универсальность, мы должны реагировать на всё. Если модель, которую мы отправили заказчику, пришлось дорабатывать на месте, мы потеряем два ценных дня, а этого не можем себе позволить ни мы, ни наши заказчики», – так описывает ситуацию Андре Каспер (André Kasper), рассказывая о создании машины HEDELIUS. Инженер-экономист работает в ETW менеджером проектов и отвечает за расширение и модернизацию установки. Д-р инж. Петер Гунтерманн (Peter Guntermann), менеджер по операционной и административной деятельности, добавляет к этому: «Важно то, что мы очень гибки, и нам не приходится отдавать модели на сторону для обработки».
Как правило, этап изготовления и испытания модели занимает две-три недели, перед этим заказчику необходимо вместе с заказчиком составить план испытаний. На стадии подготовки производится сборка модели, состоящей из множества отдельных деталей. При этом устанавливаются датчики и измерительные инструменты – в каждом крыле приходится проделывать до 280 отверстий, – прежде чем модель будет, наконец, смонтирована на стойке крепления модели в испытательной установке. Между моделью и стойкой устанавливаются еще весы – ключевой элемент измерительной системы. Может случиться, что модель придется адаптировать к установке, или же необходимо будет изменить форму в процессе испытания. Обработка при это должна быть безукоризненно точной. «В прошлом нам приходилось полностью разбирать модель, если мы хотели что-то модифицировать. Теперь благодаря HEDELIUS мы в состоянии с высокой точностью обрабатывать модель прямо в креплении, с минимальной трудоемкостью», - отмечает Андре Каспер. «Поэтому для нас был очень важен показатель пути перемещения Tiltenta 6 по оси Х 2300 мм». Ведь модели могут иметь длину 2,30 м и размах крыльев до 1,60 м.
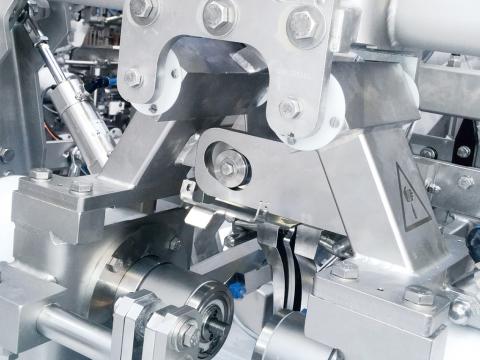
В аэродинамической трубе должны создаваться экстремальные температуры и давления, чтобы реалистично воспроизвести условия полета. Кроме того, воздух должен быть максимально сухим. В аэродинамической трубе устроены иллюминаторы для камер и оптических систем, которые позволяют наблюдать за моделью в ходе испытаний и измерять ее деформации. 3000 тонн жидкого азота стоят наготове, чтобы на стадии испытаний охладить канал до -163° C. Только при таких сверхнизких температурах и давлении до 4,5 бар можно воспроизвести в масштабе модели те условия, которые соответствуют реальным режимам полета. Здесь важно упомянуть число Рейнольдса – показатель из аэродинамики. Этот показатель может составлять для больших самолетов до 80 миллионов, в других аэродинамических трубах подобные значения недостижимы. Андре Каспер отмечает: «Разумеется, в реальной летной эксплуатации таких низких температур не бывает, но для достижения реального режима потоков воздуха температура должна быть именно такой низкой. Именно так можно перенести в реальные условия характеристики, полученные в аэродинамической трубе. Так мы получаем необходимую нам точность.» Чтобы модели могли выдерживать такие экстремальные температуры, используются специальные холодновязкие стали. «Здесь мы обрабатываем, главным образом, сталь мартенситной закалки Marval 18 и сплав A 286», – рассказывает Карстен Хорн (Karsten Horn), технолог компании. Этот материал обладает особой прочностью на разрыв, они не становятся хрупкими при сверхнизких температурах. Поэтому спросом пользуется станок, который способен резать такие материалы. Мощный шпиндель Celox обрабатывающего центра Tiltenta 6-2300, достигающий скорости вращения 14 000 об/мин и развивающий мощность 29,00 кВт, в полной мере соответствует этим требованиям.
Кроме моделей самолетов, HEDELIUS производит также запасные части для аэродинамической трубы и очень малые электротехнические компоненты. «Время наладки, как правило, не играет для нас особой роли. Мы программируем станок, обработка длится обычно всего несколько минут», – описывает Карстен Хорн ситуацию в производственном цеху. На предприятии ETW достаточно работать со станком в базовой комплектации, есть другие первоочередные вещи для приобретения. «Сервис очень важен для нас, станок должен работать тогда, когда он нам нужен», – отмечает менеджер проектов Каспер. «Поэтому мы заранее проинформировали других заказчиков HEDELIUS, от которых мы получили положительную обратную связь. Между прочим, мы можем это подтвердить». Конструкция обрабатывающего центра также весьма впечатляет. Благодаря боковым загрузочным клапанам можно обрабатывать корпуса моделей даже несколько большей длины, при этом в одном и том же креплении. Деталь Tiltenta 6-2300, которая также выглядит весьма убедительно, – это прямой доступ к обрабатываемой заготовке. «Среди всех станков, которые мы видели, только здесь столь удобный доступ к заготовке», – говорит технолог Хорн. Это обеспечивается благодаря низкому столу, высота составляет ок. 800 мм, и особой конструкции Tiltenta. На новом обрабатывающем центре можно обрабатывать детали профессионально. Поэтому фирма European Transonic Windtunnel GmbH сделала выбор в пользу базового и углубленного учебного курса HEDELIUS. «Такого замечательного курса мне еще не приходилось видеть», – говорит технолог Карстен Хорн, не скрывая удовлетворения от углубленного курса по операциям поворота, который он посещал недавно.