Для определения положения по осям X, Y и Zкомпания HEDELIUS использует исключительно датчики длины прямого измерения. Так, контур регулирования положения включает в себя весь механизм подачи. Это называется работой в замкнутом контуре (Closed Loop). Прибор для измерения длины, расположенный на оси подачи, фиксирует ошибки передачи механических компонентов и регулирует систему средствами управляющей электроники.
Это позволяет исключить ряд возможных источников ошибок:
- ошибка позиционирования из-за нагрева шарикового циркуляционного ходового винта
- ошибка при реверсе
- кинематическая ошибка из-за погрешности шага шарикового циркуляционного ходового винта
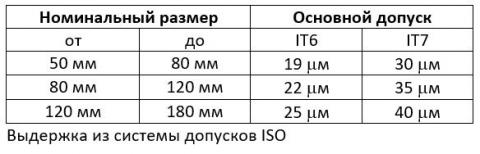
Поэтому в станках с высокими требованиями к точности позиционирования и скорости обработки не обойтись без приборов для непосредственного измерения длины. Все обрабатывающие центры HEDELIUS оснащены в серийной комплектации системами для непосредственного измерения длины.