Precisione.
La precisione dei Centri di lavorazione HEDELIUS.
Molti fattori giocano un ruolo nel raggiungimento di una certa precisione del pezzo. In primo luogo, le macchine stesse. Tipo, componenti e software hanno tutti un'influenza sul risultato della lavorazione. Tuttavia, ci sono anche molti fattori di accompagnamento da considerare, dall'ubicazione della Macchina agli strumenti di misura, ai dispositivi di bloccaggio e agli utensili, fino alle qualifiche dei dipendenti.
Trucioli pensati.
Nella prima fase di sviluppo di ogni nuovo Centro di lavorazione, criteri quali la stabilità, la precisione, la dinamica, la capacità di automazione, l'ingombro, le dimensioni di trasporto e i costi di produzione sono in conflitto tra loro e devono essere ponderati in base all'area di applicazione prevista. Concepiti come centri di lavoro universali per un'ampia gamma di applicazioni nella costruzione di macchine e utensili, HEDELIUS pone maggiore peso alla stabilità e alla precisione durante la fase di progettazione. Il risultato di questo processo è stato lo speciale design dei Centri di lavorazione TILTENTA, con l'asse Y costantemente a sbalzo e la conseguente elevata rigidità e precisione sull'intero campo di corsa degli assi Y e Z. I risultati sono stati così convincenti che anche i centri di lavoro compatti a 5 assi della Serie ACURA sono stati aperti sulla base di questo tipo di progettazione.


Precisione a lungo termine.
HEDELIUS utilizza esclusivamente misuratori diretti della lunghezza per misurare la posizione degli Asse X, Y e Z. Ciò significa che l'anello di controllo della posizione comprende l'intero meccanismo di avanzamento. Si tratta di un Funzionamento ad "anello chiuso". Gli errori di trasmissione nella meccanica possono quindi essere rilevati dal Misuratore della lunghezza sull'asse di alimentazione e corretti dall'elettronica di controllo. In questo modo si eliminano diverse possibili fonti di errore:
Errore di posizionamento dovuto al riscaldamento della vite a sfere
Errore di inversione
Errore cinematico dovuto all'errore di passo della vite a sfere
I misuratori diretti della lunghezza sono quindi essenziali per le Macchine con elevate esigenze di precisione di posizionamento e velocità di lavorazione. Tutti i centri di lavorazione HEDELIUS sono dotati di serie di sistemi di misurazione diretta.
Produzione in fabbrica.
Gruppi critici come Pedane di guida, letti e Unità tavolo oscillante/rotante sono prodotti e misurati internamente alla HEDELIUS. Di conseguenza, non solo teniamo costantemente d'occhio la qualità, ma riconosciamo anche le possibilità e i limiti della moderna Truciolatura nell'uso quotidiano. Questa esperienza di processo viene costantemente incorporata nel miglioramento dei nostri prodotti e nella consulenza ai nostri Clienti.


Guide e rettilineità.
L'allineamento delle guide richiede particolare attenzione ed esperienza. HEDELIUS utilizza guide a rulli preallineate di Fabbricanti tedeschi e svizzeri. L'allineamento fine con tecnologia di misurazione ottica garantisce che le guide dell'Asse Y di un'ACURA 65, ad esempio, siano montate con una rettilineità non superiore a 5 µm. Alla fine del montaggio, la precisione di posizionamento, la ripetizione, la rettilineità e il gioco degli assi lineari vengono infine controllati e documentati con un interferometro laser. Ad esempio, la precisione di posizionamento degli assi lineari è regolarmente inferiore a 6 µm, in conformità alla norma ISO 230-2. Saremo lieti di fornirvi una panoramica dei processi interni e dei verbali di collaudo nell'ambito di una visita allo stabilimento.
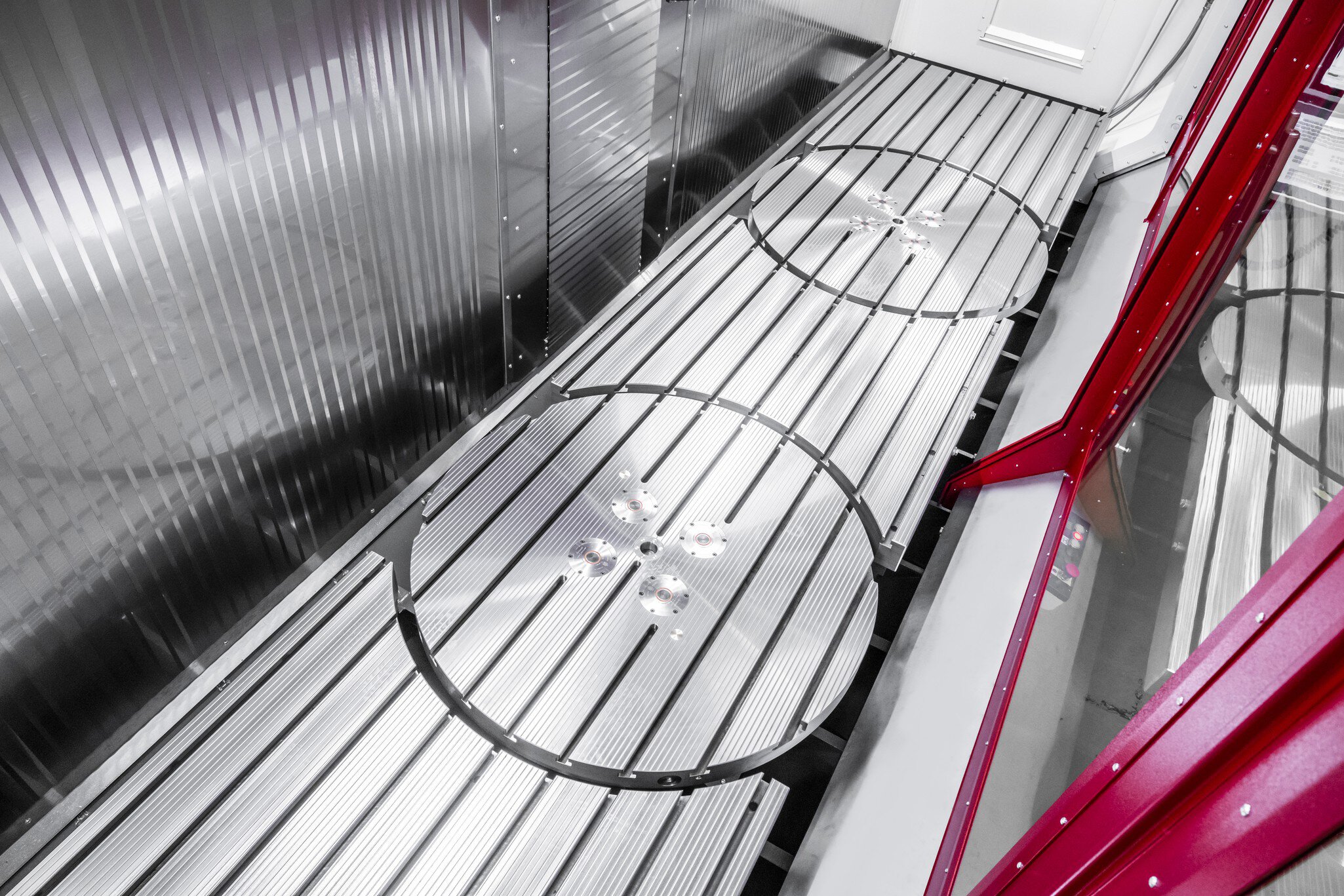
Sistemi di misura su Asse circolare.
Nei Centri di lavorazione a 5 assi, l'accuratezza dei sistemi di misura ha un'influenza significativa sull'angolarità e sul parallelismo di superfici e fori. Per questo motivo, HEDELIUS utilizza anche trasduttori angolari diretti al centro di ogni asse rotante nelle tavole rotanti integrate, negli azionamenti dei mandrini girevoli e nelle unità tavolo oscillante/rotante. Su richiesta, possiamo utilizzare trasduttori di posizione angolari basati su laser per misurare l'accuratezza di posizionamento degli Asse rotanti con una risoluzione di ±1" e calibrare gli Assi per ottenere la massima accuratezza di posizionamento. Ciò consente di ottenere precisioni di posizionamento inferiori a ±5" anche con componenti di serie. Alcuni modelli offrono anche la possibilità di equipaggiare gli Assi C con Trasduttori di posizione angolari di classe di accuratezza superiore, per aumentare l'accuratezza di posizionamento fino a meno di ±2,5".


Circolare di precisione IT6.
Il test ballbar di Renishaw si è affermato come metodo di prova semplice e veloce per l'accuratezza dei Centri di lavorazione. La misura fornisce informazioni sull'interazione di due assi lineari e sull'accuratezza di un movimento circolare in pochi minuti. Le guide a rulli senza slittamento, in combinazione con i sistemi di misurazione diretta del percorso e l'elevata precisione angolare, consentono di fresare pezzi con una qualità pari a IT6 nella maggior parte dei casi, riducendo i tempi di produzione e il numero di utensili del mandrino necessari. Saremo lieti di dimostrarvi l'elevata precisione delle forme circolari con il nostro Dispositivo di misura.
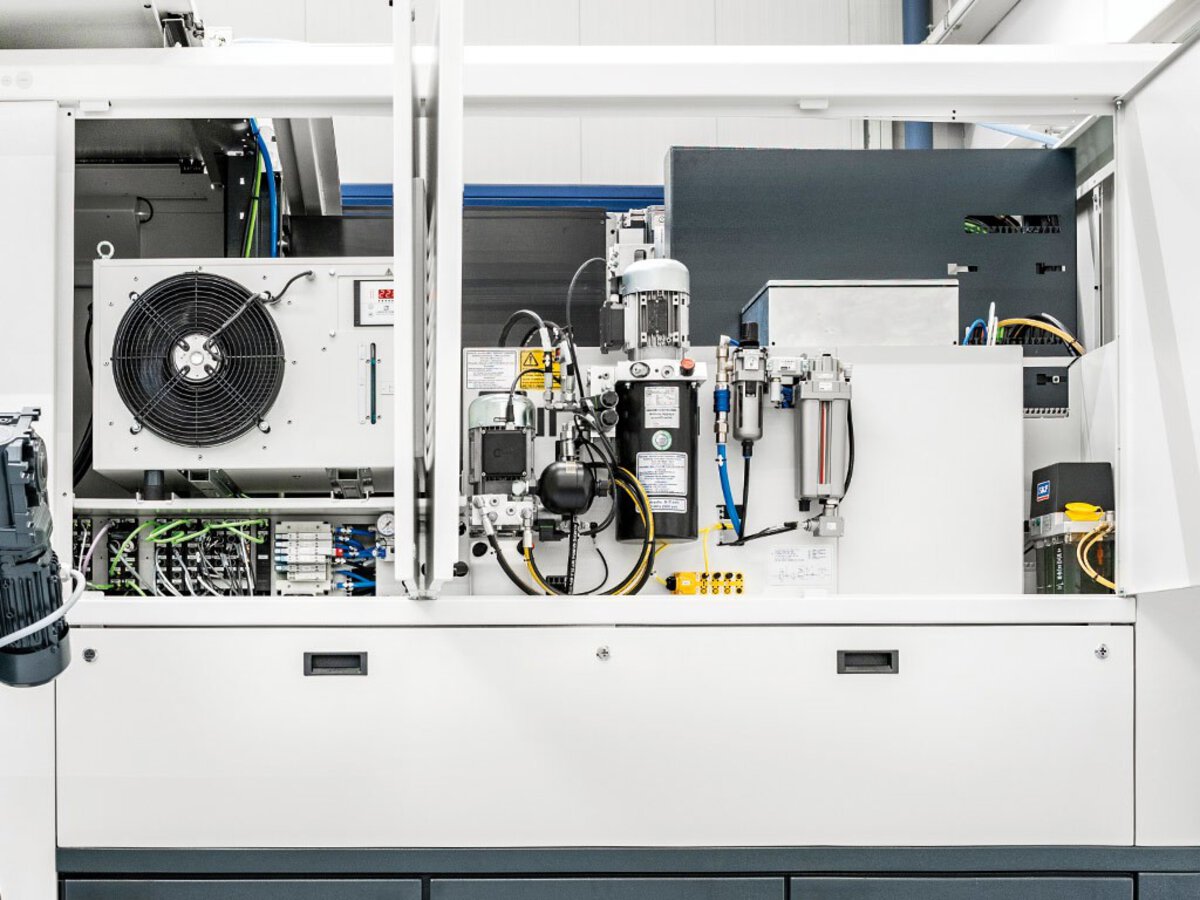
Raffreddamento mandrino e Compensazione di temperatura.
HEDELIUS equipaggia i suoi centri di lavorazione con gruppi raffreddamento mandrino per dissipare il calore generato nel mandrino di fresatura. Il sistema di Raffreddamento raggiunge già di serie una maggiore stabilità termica. Tuttavia, poiché non tutto il calore può essere dissipato dal raffreddamento mandrino, HEDELIUS installa sensori di temperatura opzionali sul mandrino, sulla Pedana di guida e, in alcuni casi, anche sugli Assi circolari, al fine di compensare gli spostamenti struttura tramite il Comando.