
Kifinomult design.

A 6200 mm X elmozdulással ez a megmunkálóközpont teszi teljessé a sikeres FORTE 10 sorozatot. A nagyméretű görgős görgős vezetők, a csiszolt golyóscsavarok és a közvetlen Heidenhain mérőrendszerek minden tengelyen kiemelkedő merevséget, valamint maximális pontosságot és dinamikát garantálnak. A mozgó oszlop és a gépasztal nehéz szürke öntöttvasból készült. Ez egy SK50/HSK 100 gépnél alapvető kritérium, hogy még a nehezen vágható anyagoknál is magas felületi minőséget és alacsony szerszámkopást garantáljon. A tartozékok széles választékának köszönhetően, mint például a forgóasztalok, vákuumszivattyúk, az extra hosszú szerszámokhoz való felvételi tárak vagy a rögzítőelemek automatikus működtetéséhez szükséges rögzítő hidraulika, a FORTE 10 sorozatot az Ön egyedi igényeihez tudjuk igazítani.

Itt jön létre a gépösszehasonlítás: Adjon hozzá további gépeket a teljesítményparaméterek összehasonlításához.

|
||||||
|
FORTE 10-6200
|
Gép hozzáadása
|
Gép hozzáadása
|
||||
| Keresztirányú útvonalak (X/Y/Z) | ||||||
| Keresztirányú útvonalak (X/Y/Z) | 6200 x 1000 x 1165 mm | - | - | |||
| Shuttle működés | ||||||
| Shuttle működés | 2 x 2765 mm | - | - | |||
| Teljesítmény | ||||||
| Teljesítmény | 50 kW | - | - | |||
| Sebességtartomány | ||||||
| Sebességtartomány | 8000 / 12000 min-1 | - | - | |||
| Szerszámtartó | ||||||
| Szerszámtartó | SK 50, BT 50, HSK A100 | - | - | |||
| Kapacitás | ||||||
| Kapacitás | 40 / 192 | - | - | |||
| Rögzítőfelület | ||||||
| Rögzítőfelület | 6680 x 1000 mm | - | - | |||
| Maximális terhelés a rögzített asztalon | ||||||
| Maximális terhelés a rögzített asztalon | 8000 kg | - | - | |||
Számos tényező játszik szerepet egy bizonyos munkadarab pontosságának elérésében. Először is ott vannak maguk a gépek. A tervezés, az alkatrészek és a szoftverek mind hatással vannak a megmunkálási eredményre. Ugyanakkor számos kísérő tényezőt is figyelembe kell venni, a gép elhelyezésétől kezdve a mérőberendezéseken, a befogóeszközökön és a szerszámokon át egészen a dolgozók képzettségéig.







Rendkívül kompakt, 5 tengelyes, nagy teljesítményű megmunkálóközpontok, mindkét oldalra szerelt forgó/dőlőasztallal a nagy pontosságú vágási teljesítmény érdekében.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Sturgeon áramkör | max. 300 kg
SK40 / BT40 / HSK A63

Az ACURA 50 nagyobb pontosságot kínál kisebb alapterület mellett. A folyamatosan vezetett Y-tengely a szürkeöntvényből készült, szilárdan bordázott előtolócsúszdákkal együtt csökkenti a rezgéseket. A forgó-fordítható asztal mindkét oldalon csapágyazott, a Z-tengely pedig speciálisan védett a hőtorzulás ellen. Ezek és sok más részlet növeli a megmunkálás minőségét, miközben az 5 tengelyes megmunkálóközpont méretei a különleges kialakításnak köszönhetően rendkívül kicsik.
A gépet a gép jobb oldalán lévő kb. 600 x 840 mm-es nyíláson keresztül kell betölteni. Az 5 tengelyes megmunkálóközpontnak ez a pneumatikusan működtetett rozsdamentes acél ajtaja lehetővé teszi a raklapokkal való automatikus rakodást anélkül, hogy korlátozná a gép munkaterületéhez való hozzáférést.

Az ACURA 50 MARATHON már eleve fel van készítve a raklapautomatizálásra ex works egy állandóan beépített nullpontos rögzítő rendszerrel és egy pneumatikusan működtetett rakodónyílással a gép jobb oldalán. A munkadarab spektrumának változatosságától függően különböző szerszámtárolók állnak rendelkezésre, akár 319 szerszámpozícióval és 18 000 fordulat/percig terjedő főorsókkal.

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Sturgeon áramkör | max. 500 kg
SK40 / BT40 / HSK A63

Az ACURA 65 nagy teljesítményű megmunkálóközpont mindenütt lenyűgöző, ahol a munkadarabokat több oldalról, nagy pontossággal és a legszűkebb helyen kell megmunkálni. Kis teljes mélységének és alacsony teljes magasságának köszönhetően az 5 tengelyes marógép gyakorlatilag bármilyen műhelybe integrálható. A tartozékok széles választéka lehetővé teszi, hogy a gépet számos megmunkálási feladathoz testre lehessen szabni.
Az ACURA 65 EL lehetővé teszi a gyártótól független gyártásautomatizálást egy raklapkezelő rendszer vagy egy robot segítségével a gép bal oldaláról. Ez lehetővé teszi a személyzet nélküli automatizált termelést. Az 5 tengelyes megmunkálóközpont ajtaja teljesen hozzáférhető marad az egyes alkatrészek kézi gyártásához.

Az ACURA 65 MARATHON beépített nullpontos rögzítő rendszerrel rendelkezik a raklap automatizálásához, oldalsó rakodónyílással és elektromos interfésszel a MARATHON sorozatú HEDELIUS raklaptároló rendszerekkel való kommunikációhoz. Az ACURA 65 MARATHON még automatizálással is elölről hozzáférhető marad, a beállítási állomásról jól látható a munkaterület. A megmunkálóközpont alapfelszereltségként 65 férőhelyes szerszámtárolóval rendelkezik. Opcióként egy MAGNUM tár további 25 szerszámot, egy készenléti tár pedig további 264 szerszámot biztosít.

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Sturgeon áramkör | max. 1000 kg
SK40 / BT40 / HSK A63

Az ACURA 85 nagyobb pontosságot kínál kisebb alapterületen. A folyamatosan vezetett Y-tengely a szürkeöntvényből készült, szilárdan bordázott előtolócsúszdákkal együtt csökkenti a rezgéseket. A forgó-fordítható asztal mindkét oldalon csapágyazott, a Z-tengely pedig speciálisan védett a hőtorzulás ellen. Ezek és sok más részlet növeli a megmunkálás minőségét, miközben az 5 tengelyes megmunkálóközpont méretei a különleges kialakításnak köszönhetően rendkívül kicsik.
Az ACURA EL koncepció előnye, hogy az oldalsó rakodásnak köszönhetően a munkaterülethez való hozzáférés a beállítási és ellenőrzési munkákhoz, valamint a nappali műszakban az egyes alkatrészek gyártásához teljes mértékben megmarad. Még a gép darus rakodása is korlátozás nélkül lehetséges. Az 5 tengelyes megmunkálóközpont további előnye (a kiválasztott automatizálástól függően) a munkaterület láthatósága és ezáltal az automatizáláson történő beállítás során optimalizált folyamatirányítás.

Az ACURA 85 MARATHON beépített nullpontos rögzítő rendszerrel rendelkezik a raklap automatizálásához, oldalsó rakodónyílással és elektromos interfésszel a MARATHON sorozatú HEDELIUS raklaptároló rendszerekkel való kommunikációhoz. Az ACURA 85 MARATHON még automatizálással is elölről hozzáférhető marad, a beállítási állomásról jól látható a munkaterület. A megmunkálóközpont alapfelszereltségként 80 férőhelyes szerszámtárolóval rendelkezik. Opcionálisan további 264 szerszám áll rendelkezésre egy készenléti tár csatlakoztatásával.

Sokoldalú megmunkálóközpontok fokozatmentesen forgatható főorsóval és integrált NC forgácsolóasztallal.

X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Sturgeon áramkör | max. 800 kg
SK40 / BT40 / HSK A63

Kompakt és automatizálható - ez a két kifejezés jellemzi a TILTENTA 7-2000 NEO-t. A HEDELIUS a 2000 mm X-elmozdulással, a fokozatmentesen állítható főorsóval és a beépített 5 tengelyes forgácsolóasztallal 800 kg-os és 1050 mm átmérőjű munkadarabok számára egy kompromisszumok nélküli univerzális megmunkálóközpontot kínál. Legyen szó alumíniumról, szürkeöntvényről vagy szerszámacélról - ezzel a CNC megmunkálóközponttal a gép-, szerszám- és járműépítésben felmerülő megmunkálási feladatok széles skáláját oldhatja meg. A számos automatizálási megoldás egy másik kiemelkedő elem.
A TILTENTA 7 NEO új alkalmazási területeket nyit meg az egyedi alkatrészek és sorozatok megmunkálásában. Legyen szó hosszú munkadarabok végmegmunkálásáról vagy 5 oldalas teljes megmunkálásról integrált NC forgácsolóasztallal - a TILTENTA 7 crossover koncepció számos megmunkálási feladatot megold a gép-, szerszám- és járműgyártásban. A fokozatmentesen állítható, elfordítható főorsó és a hosszú, integrált NC forgácsolóasztallal ellátott gépasztal kombinációja lehetővé teszi a nagyméretű munkadarabok vegyes gyártását és a precíz 5 tengelyes megmunkálást egy gépen.

A TILTENTA 7-2600 NEO EL új alkalmazási területeket nyit meg az egyedi alkatrészek és sorozatok teljesen automatizált megmunkálásában. A nyitott interfészek és az oldalirányban eltolt NC forgótárcsa lehetővé teszi, hogy az automatizálási rendszer a gép bal oldaláról töltse be a TILTENTA 7-et. A fokozatmentesen elforduló főorsó és a hosszú gépasztal kombinációja integrált NC forgácsolóasztallal lehetővé teszi a nagyméretű munkadarabok vegyes gyártását és a precíz 5 tengelyes megmunkálást egy gépen.

Az egy vagy két integrált, nagy teherbírású NC forgótárcsával (opcionális) és munkaterület elválasztó fallal ellátott berendezés lehetővé teszi a nagy és nehéz munkadarabok gazdaságos sorozatgyártását. Az egyik munkaterületről a másikra történő átváltás ingás üzemmódban mindössze kb. 10 másodpercet vesz igénybe. A válaszfal egyszerű eltávolításával a teljes munkaterület rendelkezésre áll akár 3600 mm hosszúságú munkadarabok függőleges megmunkálásához.

A TILTENTA 7-3600 NEO EL kétféleképpen bővíti alkalmazási körét: az egyedi alkatrészek és sorozatok teljesen automatizált megmunkálását az oldalsó betöltőnyílás és a balra eltolt NC forgótárcsa teszi lehetővé. Ez lehetővé teszi, hogy egy automatizálási rendszer hatékonyan be- és kirakja a gépet a bal oldalról. Ezenkívül a nagyvonalú, 3600 mm-es X-elmozdulás ideális a gépet hosszú alkatrészek és nagyméretű munkadarabok megmunkálásához. A TILTENTA 7-3600 NEO EL így egyetlen megoldásban egyesíti az automatizált gyártási folyamatokat a nagyméretű alkatrészek megmunkálásának nagyfokú rugalmasságával.

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Sturgeon áramkör | max. 1800 kg
SK40 / BT40 / HSK A63

A HEDELIUS új mércét állít fel a TILTENTA 9 MILLTURN-nal, és bemutatja első maró-forgácsoló megmunkálóközpontját. A 900 mm-es asztalátmérővel és akár 500 perc¹ sebességgel a teljes megmunkálás egyetlen beállítással elvégezhető. A TILTENTA 9 MILLTURN a külön esztergálás és marás helyett lehetővé teszi a komplex munkadarabok folyamatos megmunkálását egy stabil, megbízható folyamat során. Ez nemcsak az átfeszítést, hanem a nem termelő időt és a folyamat kockázatát is jelentősen csökkenti.

A TILTENTA 9-2600 mozgó oszlopos megmunkálóközpont teljesen zárt, és korlátlan darus rakodást is lehetővé tesz. A gép alapfelszereltségként Heidenhain TNC vezérléssel van felszerelve, érintőkijelzővel, teljes billentyűzettel és gyorsjárati potenciométerrel. Opcióként Sinumerik ONE / 840 D sl is rendelhető.
A TILTENTA 9-2600 EL az automatizált teljes megmunkálás maximális rugalmasságát jelenti. Az oldalsó betöltőnyílásnak és a balra eltolt NC forgácsolóasztalnak köszönhetően a gép optimálisan integrálható az automatizálási megoldásokba - ideális egyedi alkatrészek és sorozatok teljesen automatizált gyártásához. A 2600 mm-es X-elmozdulással és a 900 mm-es nagyvonalú Y-elmozdulással kiváló feltételeket biztosít a munkadarabok széles körének pontos és hatékony megmunkálásához. A TILTENTA 9-2600 EL a bevált 5 tengelyes technológiával kombinálva a nagy dinamikát, a megmunkálási szabadságot és az automatizálási szakértelmet egy jól átgondolt gépkoncepcióban egyesíti.

A TILTENTA 9-3600 mozgó oszlopos megmunkálóközpont akár 18 000 fordulat/perc fordulatszámot és akár 50 kW-os orsóteljesítményt tesz lehetővé, akár 217 Nm nyomatékkal. A szerszám négy tengelye garantálja a munkadarab-független dinamikát - ideális előfeltétele a nagy gyorsjárati sebességeknek és az akár 40 m/perc előtolásnak.

A TILTENTA 9-4600 4600 x 900 x 900 mm-es (x/y/z) munkapályával a megmunkálási feladatok széles skálájához kínál bőséges helyet. Legyen szó akár 4600 mm hosszúságú munkadarabok függőleges megmunkálásáról, akár sorozatgyártású alkatrészek gazdaságos, 3 és 5 tengelyes megmunkálásáról ingás üzemmódban.

A TILTENTA 9-6200 6200 x 900 x 900 mm (x/y/z) bemeneti útjaival a megmunkálási feladatok széles skálájához kínál bőséges helyet. Legyen szó akár 6200 mm hosszúságú munkadarabok függőleges megmunkálásáról, akár sorozatgyártású alkatrészek gazdaságos 3 és 5 tengelyes megmunkálásáról ingás üzemmódban.

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Sturgeon áramkör | max. 2200 kg
SK50 / BT50 / HSK A100

A TILTENTA 10 a 2600 x 1000 x 1165 (X/Y/Z) elmozdulással ideális minden olyan helyen, ahol a gép- és szerszámgyártásban a nagy igénybevételű megmunkálás szűkös helyviszonyokkal találkozik. A beépített nagy teherbírású forgóasztal akár 2200 kg tömegű munkadarabok megmunkálását is lehetővé teszi. Az SK50 BIG PLUS dupla érintkező orsórendszerrel (opcionálisan: HSK A100) való alapfelszereltség egy másik fénypontja ennek a stabil mindenesnek.

A HEDELIUS mindig is elkötelezett volt abban, hogy stabil megmunkálóközpontokat építsen a legkülönbözőbb alkalmazásokhoz. A TILTENTA 10-zel a már több százszor gyártott, sikeres TILTENTA sorozatot egészítjük ki. A 3600 x 1000 x 1000 x 1000 (X/Y/Z) bemeneti utakkal és az integrált, nagy teherbírású, akár 1600 kg / 2200 kg (opcionális) asztali terhelésű forgótárcsával ez a gép is mércét fog állítani a gép- és szerszámgyártásban. A TILTENTA 10 alapfelszereltségként az SK50 BIG PLUS kettős érintkező orsórendszerrel van felszerelve (opcionálisan: HSK A100).
A mozgó oszlopos megmunkálóközpont egyértelmű előnyöket kínál az egyedi alkatrészek és kis szériák gyártása során, mivel 5 tengelyen képes kocka alakú munkadarabok gyártására, de hosszú alkatrészek függőlegesen vagy a véglapokról történő megmunkálására is. Az X-tengelyen való haladási út ezért kulcsfontosságú kritérium a megfelelő gép kiválasztásakor. A TILTENTA 10-4600 a 4600 x 1000 x 1000 (X/Y/Z) bemeneti úttal és a beépített nagy teherbírású forgóasztal akár 1600 kg / 2200 kg (opcionális) asztali terheléssel nyűgöz le a gép- és szerszámszerkezetben. A TILTENTA 10 alapfelszereltségként az SK50 BIG PLUS kettős érintkező orsórendszerrel van felszerelve (opcionálisan: HSK A100).

Hosszú és nehéz munkadarabok esetén a TILTENTA 10 sorozatú HEDELIUS 5 tengelyes mozgó oszlopos megmunkálóközpont játssza az összes aduászát. Teljes 5 tengelyes megmunkálás 2.200 kg-ig, függőleges megmunkálás 6.200 mm-ig, homlokfelületi megmunkálás kb. 5.000 mm-ig, lengő megmunkálás, SK50 teljesítmény - és mindez állandó gépdinamika mellett, a munkadarab súlyától függetlenül. A mozgó szerszámtárolónak köszönhetően Ön, mint felhasználó a rövid forgácsolási idők előnyeit élvezheti a teljes megmunkálási útvonalon. A számos tartozéknak köszönhetően, mint például az extra hosszú szerszámokhoz való felvételi tárak vagy a tengelymegmunkáláshoz való függőleges forgóasztalok, ez a gép rugalmasan használható, és lehetővé teszi az optimális kihasználást és a befektetés gyors megtérülését.

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Sturgeon áramkör | max. 1800 kg
SK40 / BT40 / HSK A63

A HEDELIUS TILTENTA-11 sorozat a lenyűgöző 1100 mm-es Y-útjával új dimenziókba lép. A TILTENTA 11-2600 új alkalmazási területeket nyit meg a gép-, szerszám- és járműépítésben az egyedi alkatrészek és sorozatok megmunkálásában. Akár hosszú munkadarabok megmunkálásához, akár 5 oldalas teljes megmunkáláshoz integrált NC forgácsolóasztallal - a TILTENTA crossover koncepció számos feladatot megold. A fokozatmentesen elforgatható főorsó és a hosszú gépasztal kombinációja integrált NC forgácsolóasztallal lehetővé teszi a nagyméretű munkadarabok vegyes gyártását és a precíz 5 tengelyes megmunkálást egy gépen.

A szerszámban lévő 4 tengellyel a TILTENTA 11 a munkadarab súlyától függetlenül kiváló dinamikával nyűgöz le, és így ideális feltételeket teremt a nagy, akár 40 méter/perces gyorsmenethez. Az erős, folyadékhűtéses CELOX motoros orsókkal felszerelt 5 tengelyes megmunkálóközpont nagy vágási teljesítményével és pontosságával nyűgöz le. A nagyméretű X-, Y- és Z-tengelyek, valamint a merev gépágy szabványokat állítanak fel.

A TILTENTA 11 utazó szerszámtárolójának köszönhetően a szerszámcsere a 4600 mm-es elmozdulás ellenére is csak néhány másodpercet vesz igénybe. A 65 állásos szerszámtároló már alapfelszereltségként csökkenti a beállítási időt. A munkaterület elválasztó fallal a gépet a megmunkálási idővel párhuzamosan, ingázó üzemmódban is be lehet tölteni. A tökéletesen kialakított munkaterületek függőleges rácsos burkolatokkal és a munkaterület jó megközelíthetősége teszi teljessé ennek az 5 tengelyes megmunkálóközpontnak az átfogó koncepcióját.
A TILTENTA 11 utazó szerszámtárolójának köszönhetően a szerszámcsere a 6200 mm-es elmozdulás ellenére is csak néhány másodpercet vesz igénybe. A 65 állásos szerszámtároló már alapfelszereltségként csökkenti a beállítási időt. A munkaterület elválasztó fallal a gépet a megmunkálási idővel párhuzamosan, ingázó üzemmódban is be lehet tölteni. A tökéletesen kialakított munkaterületek függőleges rácsos burkolatokkal és a munkaterület jó megközelíthetősége teszi teljessé ennek az 5 tengelyes megmunkálóközpontnak az átfogó koncepcióját.

Fedezze fel a FORTE sorozatot - a függőleges 3 tengelyes megmunkálóközpontok új osztályát, amelyek a legkorszerűbb mozgó oszlopos kialakításnak köszönhetően a legkisebb helyen is maximális pontosságot és teljesítményt nyújtanak.

X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

Az opcionális nullpontos rögzítő rendszerekkel a
FORTE 50 Single 1120 beállítási ideje jelentősen csökkenthető. Ez különösen az egydarabos és a közepes sorozatgyártásnál teszi őket hasznos kiegészítő eszközzé.
A FORTE 50 EL alapfelszereltségként pneumatikusan működtetett rakodónyílással rendelkezik a jobb oldalon. Ez lehetővé teszi a raklapok vagy munkadarabok automatikus betöltését anélkül, hogy
korlátozná a gép munkaterületéhez való hozzáférést.

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

Ha a legkisebb helyen is nagy vágási teljesítményre és pontosságra van szükség, a FORTE 65 Single 1320 3 tengelyes megmunkálóközpont a megfelelő választás. A modern mozgó oszlopos kialakítás a munkadarab súlyától függetlenül nagy dinamikával nyűgöz le. Az 1320 x 650 x 600 mm-es mozgóoszlopos megmunkálóközpont meglepően nagy helyet kínál kis beépítési méretekkel. A közvetlen helyzetmérő rendszerek minden tengelyen és a legújabb generációs hajtástechnika hosszú távú pontosságot biztosítanak.
Ha automatizálási projektjének megvalósításához nagy vágási teljesítményre és pontosságra van szükség, a FORTE 65 EL 3 tengelyes megmunkálóközpont a megfelelő választás. A modern mozgó oszlopos kialakítás a munkadarab súlyától függetlenül nagy dinamikával nyűgöz le. A gép alapfelszereltségként rendelkezik egy pneumatikusan működtetett betöltőnyílással a bal oldalon. Ez lehetővé teszi a raklapok vagy munkadarabok automatikus betöltését anélkül, hogy korlátozná a gép munkaterületéhez való hozzáférést. A különböző automatizálási gyártók, mint például az EROWA, az INDUMATIK vagy a BMO számára rendelkezésre álló interfészek nagy választéka számtalan automatizálási lehetőséget nyit meg.

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

A nagy gépablak és a rögzített gépasztal biztosítja, hogy minden a kezelő felé legyen tájolva, így a munkaterület teljes mértékben kihasználható. A munkadarabhoz való közvetlen hozzáférést tovább javítja a gépasztal ergonomikus munkamagassága. A függőleges rozsdamentes acélból készült fedelek optimális forgácshullást biztosítanak - még alumínium tömeges megmunkálásakor is. Ez azt jelenti, hogy a precíz 3 tengelyes marógépen végzett munka során kevés időt kell tisztításra fordítani.
X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

Ahol a hagyományos CNC megmunkálóközpontok mozgó asztallal elérik műszaki korlátaikat az elmozdulás, a dinamika, az asztal terhelése és a forgácseltávolítás tekintetében, ott a FORTE 7 sorozat megoldást kínál. A mozgó oszlopos kialakítás nagy asztali terheléssel, egyenletes dinamikával (a munkadarab súlyától függetlenül) és optimalizált forgácshullással nyűgöz le. A zárt, teljes fülke és a beépített elszívórendszer tiszta munkakörnyezetet biztosít. A csúszó vezérlőpanel és a nagyméretű kilátóablakok megkönnyítik a kezelő számára a beállításokat és a folyamatok ellenőrzését.
A FORTE 7-2600 NEO 3 tengelyes megmunkálóközpont új alkalmazási területeket nyit meg az egyedi alkatrészek és sorozatok megmunkálásában. Egy munkaterületi válaszfal behelyezésével a hosszú alap-munkaterület két részre osztható a megmunkálás közbeni be- és kirakodáshoz. Ez lehetővé teszi a produktív ingamegmunkálást.

A 3 tengelyes megmunkálóközpont alulra szerelt öntöttvas híddal ellátott mozgóoszlopos koncepciója ideális feltételeket biztosít a nagy sebességű, akár 40 m/perc sebességű gyorsmenethez és előtoláshoz. Az akár 18 000 fordulat/perc sebességű és 35 kW teljesítményű folyadékhűtéses motoros orsók nagy vágási teljesítményt biztosítanak kompromisszumok nélküli pontossággal.

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

A FORTE 9 3 tengelyes megmunkálóközpont a HEDELIUS sikeres FORTE sorozatát bővíti. A modern, nagy teljesítményű szerszámokkal történő megmunkálásra tervezett FORTE 9-2600 60 férőhelyes szerszámtárolóval és nagy, 2600 x 900 x 1005 mm-es elmozdulással rendelkezik. A kifinomult mozgóoszlop-koncepció lenyűgöző teljesítményével, pontosságával és dinamikájával nyűgöz le nagyméretű alkatrészek megmunkálásakor.
A 60 állásos, utazó szerszámtároló garantálja a szerszámok másodpercek alatt történő cseréjét. A tökéletesen kialakított munkaterületek függőleges lamellás burkolatokkal és a munkaterület jó megközelíthetősége teszi teljessé a 3 tengelyes megmunkálóközpont átfogó koncepcióját.

A 3 tengelyes megmunkálóközpont mozgó oszlopos koncepciója különösen nagy és nehéz munkadarabok esetén bizonyítja kiválóságát, mivel a gép dinamikája független a munkadarab súlyától. A szürkeöntvényből készült, torzióálló mozgó oszlop nagyfokú stabilitásával és rezgéscsillapításával nyűgöz le.

A FORTE 9-6200 új mércét állít fel a nagyméretű munkadarabok megmunkálásában. A 6.200 mm-es haladási úttal, a kiemelkedő dinamikával és a szürkeöntvényből készült stabil mozgóoszloppal maximális pontosságot és rezgéscsillapítást garantál - még a nagy igénybevételt jelentő feladatoknál is. Ideális az igényes gyártási folyamatokhoz.

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

Ha kis helyen nagy teljesítményre van szükség, a FORTE 10-2600 3 tengelyes függőleges megmunkálóközpont az első választás. A kiváló minőségű alapfelszereltségnek köszönhetően a közvetlen mérőrendszerekkel, a rozsdamentes acél tárcsákkal, a sima járású munkaterületi ajtókkal és az SK50, BT50 vagy HSK A100 szerszámtartóval ellátott nagy teljesítményű maróorsóval pontosan és gazdaságosan gyárthat.

A FORTE 10-3600 egy lenyűgöző 3 tengelyes függőleges megmunkálóközpont extra hosszú mozgásokkal, különösen nagy teljesítményű maróorsóval, SK50, BT50 vagy HSK A100 szerszámtartóval, alapfelszereltségként 40 állomásos szerszámtárolóval és tartozékok széles választékával. Ez a megmunkálóközpont az Ön termelésének produktív központjává válik.
A tartozékok széles választékának köszönhetően, mint például a forgóasztalok, vákuumszivattyúk, az extra hosszú szerszámokhoz való felvételi tárak vagy a rögzítőelemek automatikus működtetéséhez szükséges rögzítő hidraulika, a FORTE 10 sorozatot az Ön egyedi igényeihez tudjuk igazítani. A tökéletesen kialakított munkaterületek függőleges lamellás burkolatokkal és a munkaterület jó megközelíthetősége teszi teljessé e nagy teljesítményű függőleges megmunkálóközpontok átfogó koncepcióját.

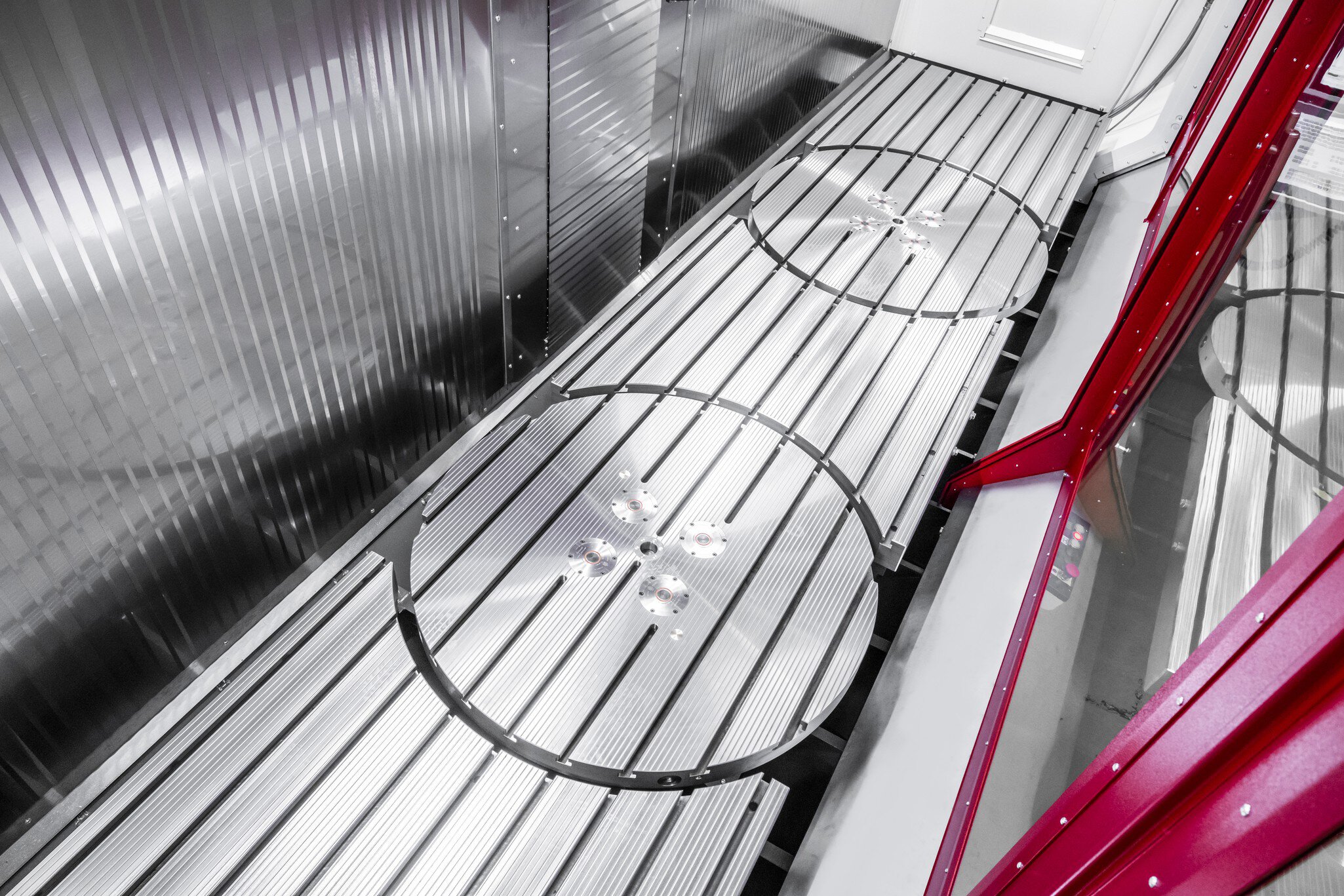
A 6200 mm X elmozdulással ez a megmunkálóközpont teszi teljessé a sikeres FORTE 10 sorozatot. A nagyméretű görgős görgős vezetők, a csiszolt golyóscsavarok és a közvetlen Heidenhain mérőrendszerek minden tengelyen kiemelkedő merevséget, valamint maximális pontosságot és dinamikát garantálnak. A mozgó oszlop és a gépasztal nehéz szürke öntöttvasból készült. Ez egy SK50/HSK 100 gépnél alapvető kritérium, hogy még a nehezen vágható anyagoknál is magas felületi minőséget és alacsony szerszámkopást garantáljon. A tartozékok széles választékának köszönhetően, mint például a forgóasztalok, vákuumszivattyúk, az extra hosszú szerszámokhoz való felvételi tárak vagy a rögzítőelemek automatikus működtetéséhez szükséges rögzítő hidraulika, a FORTE 10 sorozatot az Ön egyedi igényeihez tudjuk igazítani.

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

A FORTE 11-gyel a HEDELIUS Maschinenfabrik újabb mércét állít fel a 3 tengelyes megmunkálás terén. A megmunkálóközpont 1100 mm-es Y elmozdulással bővíti a népszerű FORTE sorozatot. A 65 szerszámmal és a 2600 x 1100 x 1005 mm-es (x/y/z) elmozdulással ez a gép különösen alkalmas tömör alkatrészek megmunkálására vagy több kis alkatrész megmunkálására.

A FORTE 11-3600 3 tengelyes megmunkálóközpont a különböző iparágakban való széleskörű alkalmazásával nyűgöz le. Legyen szó gép- vagy szerszámgyártásról, járműgyártásról vagy repülőgépgyártásról - a HEDELIUS FORTE sorozat mindenütt, ahol hosszú munkadarabokat kell gazdaságosan és nagy pontossággal megmunkálni, mércét állít. A nagy teljesítményű maróorsókkal, az alapfelszereltséghez tartozó 65 állásos szerszámtárolóval és a tartozékok széles választékával ez a megmunkálóközpont az Ön termelésének produktív központjává válik.

A 4600 mm-es mozgástávolság ellenére a FORTE 11-4600 másodpercek alatt képes szerszámot cserélni. A nagyméretű, utazó 65 szerszámos szerszámtároló alapfelszereltségként is csökkenti a beállítási időt. A tökéletesen kialakított munkaterületek függőleges lamellás burkolatokkal és a munkaterület jó megközelíthetősége teszi teljessé ennek a 3 tengelyes megmunkálóközpontnak az átfogó koncepcióját.
Maximális precizitás a nagy menettérrel: A FORTE 11-6200 lenyűgöző, 6200 mm-es menettérrel és gyors, néhány másodperces szerszámcserével nyűgöz le. Az utazó 65 állásos szerszámtároló jelentősen csökkenti a beállítási időt. A tökéletesen kialakított munkaterületek függőleges lamellás burkolatokkal és kiváló hozzáférhetőséggel ideális munkakörülményeket biztosítanak.

CNC megmunkálóközpontok számára

Növelje a gyártás pontosságát a magasan fejlett érintésérzékelők és lézerek segítségével.

A megmunkálóközpontban egy válaszfal használatával egy munkaterületből két zárt, független munkaterület hozható létre az ingamódban történő megmunkáláshoz.

A gépasztal szabványosított interfésszel van felszerelve, amely néhány másodpercre csökkenti a rögzítőeszközök centrírozását és igazítását.

A TILTENTA alkalmazási körének kiterjesztése az 5 oldalú megmunkálástól az 5 tengelyes szimultán megmunkálásig.
Csatlakozó forgóasztalok a tengelyek meghosszabbításához és a CNC megmunkálóközpont teljesítményspektrumának növeléséhez.

Lehetővé teszi a többoldalú megmunkálást többszörös befogással, és ezáltal racionalizálja a sorozatgyártást.

A SIEMENS vagy a HEIDENHAIN legkorszerűbb vezérléstechnikája maximális kezelési kényelmet és korlátlan funkcionalitást garantál.

A nagynyomású hűtőközeg-rendszerek alkalmazása döntő lépés a CNC megmunkálóközpont teljesítményének jelentős növelése felé.

Növelje a gyártás hatékonyságát a HEDELIUS megmunkálóközpontokhoz készült fejlett tisztítási technológiánkkal.

Technológiai előny biztosítása: nagy teljesítményű és nagy forgatónyomatékú CELOX integrált motororsók hibrid csapágytechnológiával.

Fokozott kezelési kényelem és tehermentesítés a gépkezelők számára.

A HEDELIUS minden géphez kínálja a munkaterület ajtóinak festését az Ön színigényei szerint.

A forgácsprés leválasztja a forgácsot a hűtő-olajról, és tiszta, kezelhető briketté tömöríti.

Megmunkálóközpontok közvetlenül a gyártótól. Nagyon rövid szállítási idő!

Találja meg az Önnek megfelelő CNC megmunkálóközpontot.
Automatizálási megoldások és nyílt interfészek harmadik fél szolgáltatók számára a hatékonyság növelése érdekében.
+ Megmunkálóközpontok automatizálása forgatható forgóasztallal
+ Oldalirányú terhelés az automatizálási rendszerrel
+ A munkaterület teljesen érintetlen marad
+ Kis helyigényű megoldások

+ Hosszú ágyú marógépek automatizálása forgatható orsóval
+ Frontális terhelés az automatizálási rendszerrel
+ A munkaterület érintetlen marad
+ Megoldás 5 tengelyes és hosszú alkatrészek megmunkálására

+ 3 tengelyes marógépek automatizálása
+ Oldalirányú terhelés az automatizálási rendszeren keresztül
+ A munkaterület teljesen érintetlen marad
+ Kis helyigényű megoldások

Automatizálási megoldások egyedi alkatrészekhez, mint ismétlődő alkatrészekhez vagy kis- és közepes sorozathoz raklapokkal.

A szuperkompakt MARATHON PL406 raklaptároló rendszer hat, akár 400 x 500 mm méretű raklapjával és 370 kg maximális átrakási súlyával helytakarékos termelékenységnövelő az ACURA sorozathoz. A könnyű kezelhetőség érdekében az automatizálási rendszer gombokkal rendelkezik a raklaphordozó forgatásához és a nyersanyagok nyugtázásához. A feladatlista a Heidenhain vezérlőrendszerén a Batch Process Managerben készül.

Az akár 34 raklapos MARATHON RZ430 több raklapos tárolórendszer ideális az egyedi alkatrészek ismétlődő alkatrészként vagy kis- és közepes méretű sorozatok gyártásához. A raklapokat egy 6 tengelyes YASKAWA robot kezeli 88 vagy opcionálisan 110 kg hasznos teherbírással. A két kihúzható tároló/kihelyező állomás még rövid programfutási idő esetén is maximális termelékenységet garantál. A csúcspont a MultibatchOS raklap- és rendeléskezelő rendszer 18,5"-os szélesvásznú érintőképernyővel. Az automatizálási rendszer tökéletesen illeszkedik az ACURA 50 és ACURA 65 5 tengelyes megmunkálóközpontokhoz.

A 22 raklapos MARATHON SR422 több raklapos tárolórendszer ideális az egyedi alkatrészek ismétlődő alkatrészek vagy kis- és közepes méretű sorozatok gyártásához. Kiemelendő az ACURA 65 MARATHON egységes kezelési koncepciója a Heidenhain TNC-vel - a gépen, a készenléti tár szerszámterminálján és a raklapos tároló terminálján. Az automatizálási rendszer tökéletesen illeszkedik az ACURA 65 5 tengelyes megmunkálóközponthoz.
A 18 darab, egyenként 500 x 500 mm-es raklap, 700 mm-es interferencia-kör és 470 kg átviteli súly révén a MARATHON SR518 többraklapos tárolórendszer nagyméretű, nehéz egyedi alkatrészek, mint ismétlődő alkatrészek vagy kis és közepes méretű sorozatok kezelésére szolgál. A nagy teljesítményű ACURA 85 5 tengelyes megmunkálóközpont, az opcionális 50 kW-os orsó és a 344 állású STANDBY szerszámtároló tökéletesen összehangolt csapatot alkot a maximális termelékenység érdekében. A 360°-ban elforgatható tároló/kiszerelő állomásról a gépkezelő mindig szem előtt tartja a gép munkaterületét. A munkaterület elölről teljesen hozzáférhető marad a folyamatvezérléshez és az új munkadarabok betöltéséhez.

A TILTENTA sorozat ismert a rugalmasságáról,
megbízhatóságáról és vágási teljesítményéről. Az új
TILTENTA 7-2000 NEO nagyvonalú menettérrel rendelkezik
az X-tengelyen 2000 mm, az Y-tengelyen 700 mm
és a Z-tengelyen 735 mm. A raklaptároló
15 raklaphelyet biztosít legfeljebb
700 mm átmérőjű és 500 mm befogási magasságú alkatrészek számára.
A tároló- és kitárolóállomás itt is forgatható, például a
Feszítőtornyok vagy a befogópiramisok ergonomikus betöltéséhez. A teljes rugalmasság érdekében a
MARATHON SR415 a
TILTENTA 7-et teljesen automatikusan a
gép bal oldaláról tölti be.

Az EROWA ERC 80 az ACURA 50 EL 5 tengelyes megmunkálóközpontot 320 x 320 mm-es raklapokkal tölti meg. A több raklapos tárolóegység kapacitása 10 darab 320 x 320 mm-es raklap (opcionálisan 16 raklap), az átrakási súlya 80 kg. Alternatívaként a raklettároló kisebb raklapokat is képes kezelni, pl. legfeljebb 24 darab 210 mm átmérőjű raklapot. A koncepció különlegessége a kis helyigény (kb. 4480 mm).

Csak annyit, amennyit szükséges. Ez a koncepció áll az EROWA Robot Dynamic 150L mögött. Csak annyi automatizálást szerez be, amennyire éppen szükség van. Ha a termelési kapacitásigény megváltozik, a Robot Dynamic rendszer bármikor modulárisan bővíthető. A karcsú lineáris sín a szükséges hosszúságúra meghosszabbítható egyedi szegmensekkel. A társzintek kifejezetten az adott feladathoz konfigurálhatók.

Az EROWA Leonardo egy többszintes tárakkal ellátott raklapkezelő berendezés. Az átrakodási súly 80 kg (opcióként 120 kg). Az X-tengely hosszú mozgási úttal rendelkezik, ezért nagy gépekbe is belenyúl. A néhány szükséges parancsot egy érintőképernyős padon keresztül kell megadni. A beépített vezérlés nagyfokú autonómiával rendelkezik. A raklapok automatikusan a rendelkezésre álló pozícióba kerülnek.


Az INDUMATIK Light 30 segítségével a megmunkálóközpont gyorsan és egyszerűen átállítható kézi működtetésről automatizált működésre. A különböző munkadarabok számára kialakított 50 raklaphelynek köszönhetően az ACURA gépet személyzet nélküli műszakban is lehet üzemeltetni. Az integrált tároló- és visszatöltő állomás lehetővé teszi, hogy a kezelő bármikor kivegye a kész alkatrészeket, és egyidejűleg új alkatrészekkel töltse be azokat. Az opcionális InduCell vezérlőszoftver ellenőrzi az NC-programokat és a szerszámtáblát a folyamatos megmunkálás érdekében.
Az INDUMATIK Light 60 segítségével a megmunkálóközpont gyorsan és egyszerűen átállítható kézi működtetésről automatizált működésre. A különböző munkadarabok számára kialakított 24 raklaphelynek köszönhetően például a HEDELIUS ACURA gond nélkül működtethető személyzet nélküli műszakban is. Az integrált ergonomikus tároló- és visszatöltő állomás lehetővé teszi, hogy a kezelő bármikor kivehesse a kész alkatrészeket, és egyidejűleg új alkatrészekkel tölthesse be azokat. Az opcionális InduCell vezérlőszoftver ellenőrzi az NC-programokat és a szerszámtáblát a folyamatos megmunkálás érdekében.

Az INDUMATIK Light 120 segítségével a megmunkálóközpont gyorsan és egyszerűen átállítható kézi működtetésről automatizált működésre. A különböző munkadarabok számára kialakított 30 raklaphelynek köszönhetően például a HEDELIUS ACURA gépet ember nélküli műszakban is lehet üzemeltetni. Az integrált tároló- és visszatöltő állomás lehetővé teszi, hogy a kezelő bármikor kivegye a kész alkatrészeket, és egyidejűleg új alkatrészekkel töltse be azokat. Az opcionális InduCell vezérlőszoftver ellenőrzi az NC-programokat és a szerszámtáblát a folyamatos megmunkálás érdekében.

Az Indumatik 150 rugalmas gyártási rendszerként (röviden FMS) tervezett, lehetővé teszi egy megmunkálóközpont és egy többgépes rendszer automatizálását is. Az Indumatik 150 rugalmasan bővíthető raklettároló rendszerrel és padlósínen mozgatható forgó kezelőberendezéssel rendelkezik. A munkadarabokat a megmunkálás során egy központi tároló- és kitárolóállomáson rögzítik , ami csökkenti a gépeken a nem termelékeny és elosztási időt. A raklapszállítás automatizálása csökkenti a hely- és munkaerőköltségeket is, és lerövidíti a rendelések átfutási idejét. Az egyes megrendeléseket és az NC-vezérléseket egy központi vezérlőszámítógépen keresztül koordinálják.

A robotcellák teljesen automatikusan kezelik a munkadarabokat a rácsos fiókokból a kis- és közepes sorozatgyártáshoz.

A BMO Iridium Hybrid a CNC megmunkálóközpont automatizálásában két világot egyesít: a kis szériák rugalmas automatizálását a raklapos rögzítőkön keresztül és a sorozatgyártást, pl. fűrészdarabok sorozatgyártását a munkadarabok közvetlen gépbe helyezésével. Az Iridium egyrészt kompakt, mindössze 1500 mm széles méreteivel, másrészt 20 darab 200 x 200 mm méretű raklap és 50 darab, legfeljebb 100 x 100 mm méretű munkadarab tárolására alkalmas tárolófiók kapacitásával nyűgöz le.

A Platinum robotcella alkalmas a munkadarabok akár két CNC-gépre történő betöltésére. A munkadarabokat egy 6 tengelyes robot veszi ki a raszteres fiókokból és helyezi be a gépbe. Annak érdekében, hogy nagyon rugalmasan tudjon reagálni a kis tételméretekre, és növelni tudja a rendszer személyzet nélküli üzemidejét, a Platinum automatizálási megoldás nyolc raklaphelyet is tartalmaz a befogókészülékek tartására. Ez azt jelenti, hogy a robotautomatizálás először automatikusan behelyezi a kívánt befogókészüléket a gépbe, majd a nyers alkatrészekkel együtt betölti a rögzítőt a tárolófiókból.

A Titanium modell akár 100 raklaptárolóhellyel és két raklapbeállító állomással rendelkezik a munkadarabok vagy raklapok együttes feldolgozásához. A 180 kg-os vagy 225 kg-os robotok rendelkezésre állnak, így a nehéz munkadarabok is megmunkálhatók raklapokon. A nagy mennyiségű forgács eltávolítása érdekében az ACURA sorozatú gépek speciális tartozékokkal, például munkaterület-öblítő rendszerrel és alternatív forgácsszállítókkal szerelhetők fel.

Míg a Platinum és Titanium sorozat robotcelláiban a feldolgozható munkadarabok számát a fiókok száma korlátozza, addig az Infinity sorozat robotcellái szinte korlátlan számú munkadarab és raklap befogadására képesek. Ezt a rugalmasan osztható polcok és a polckapacitás optimális kihasználását biztosító integrált magasságszabályozás teszi lehetővé. A munkadarabok tárolása rácsos tálcákon történik. Annak érdekében, hogy nagyon rugalmasan tudjon reagálni a kis tételméretekre, a nehéz alkatrészekre vagy az összetett befogási helyzetekre, az Infinity megoldás raklaphelyekkel rendelkezik a legkülönbözőbb befogási eszközök tárolására. Igazi többtételes automatizálásként a robot először automatikusan behelyezi a gépbe a szükséges befogóberendezést, majd a tálcákról a nyers alkatrészekkel együtt betölti a rögzítőt.


Ezt a kezdőbarát automatizálási rendszert kifejezetten kis tételek és/vagy kis munkadarabok be- és kirakodására fejlesztették ki. Az automatizálás egy 6 tengelyes robottal rendelkezik, amely a munkadarabokat egy rögzített asztalról veszi le és helyezi el az ACURA sorozat 5 tengelyes megmunkálóközpontjába. A rendelkezésre álló helytől függően a rendszer elölről vagy oldalról is be tudja tölteni a gépet.

Ha nagyfokú rugalmasságra és autonómiára van szükség, a ROBOJOB Tower-t érdemes megnézni. A függőleges emelőrendszer nemcsak munkadarabokat, hanem rögzítőfelszereléseket és raklapokat is tárol akár 28 szinten. A rendszer opcionálisan további raklapállványokkal és egy tároló/visszavételi állomással is felszerelhető a nagyon nehéz vagy nagyon nagy munkadarabok számára.


Ha nagyfokú rugalmasságra és autonómiára van szükség, a ROBOJOB Tower-t érdemes megnézni. A függőleges emelőrendszer nemcsak munkadarabokat, hanem rögzítőfelszereléseket és raklapokat is tárol akár 28 szinten. A rendszer opcionálisan további raklapállványokkal és egy tároló/visszavételi állomással is felszerelhető a nagyon nehéz vagy nagyon nagyméretű munkadarabok számára.


A RoboTrex automatizálási cella egy Fanuc 6 tengelyes robotból áll, amely akár 50 kg hasznos teherbírású. A munkadarabok tárolása mobil automatizálási kocsikra szerelt vektorok segítségével történik. A feszítőszekrények szabadalmaztatott, függőleges rögzítése biztosítja az alapterület optimális kihasználását. Az automatizálási kocsik lehetővé teszik a munkadarabok be- és kifeszítését a géptől nagy távolságra is. Egy automatizálási kocsi a gép működése közben is eltávolítható vagy kicserélhető. A RoboTrex 96 rendszer a különböző méretű nyírókeretek megmunkálásához megfogóváltóval is rendelkezik. Az automatizálási kocsik automatikus felismerésével együtt a rendszer nagyfokú rugalmasságot kínál, és az alkatrészek széles skáláját lefedi.

Automatizálási megoldások, amelyek egy rendszerben egyesítik a munkadarab- és raklapkezelést

Az ACURA 50 és az ACURA 65 tükörképes kialakítása lehetővé teszi a raklap- vagy munkadarabrendszerekkel való összekapcsolást.

A különálló szerszámtárolók akár 264 további szerszám számára tisztítják, karbantartják és jelentősen csökkentik az átállási időt.
Az automatizálási rendszerhez való elektromos csatlakozáshoz rendelkezésre állnak előre konfigurált szabványos interfészek, például az EROWA, INDUNORM, ROBOJOB, BMO vagy LANG számára.

Ma már több mint 3000 HEDELIUS megmunkálóközpontot telepítettünk, így az iparágak széles skáláján biztosítjuk a pontos és erőteljes megmunkálást.

A különböző tervezési kiemelések biztosítják, hogy ügyfeleink hosszú távon minden gyártási lépésben maximális pontosságot és hatékonyságot érjenek el.

A digitális iker a valódi CNC-technológiát a virtuális világba hozza – a valós szerszámgép pontos szoftvermásolataként.

A beállítási időt optimalizáló technológia, például a gyors szerszámellátás és az innovatív befogóeszközök használatával a vállalatok hosszú távon maximalizálhatják az orsó futási idejét.

Növelje a gyártás pontosságát a magasan fejlett érintésérzékelők és lézerek segítségével.
A megmunkálóközpontban egy válaszfal használatával egy munkaterületből két zárt, független munkaterület hozható létre az ingamódban történő megmunkáláshoz.
A gépasztal szabványosított interfésszel van felszerelve, amely néhány másodpercre csökkenti a rögzítőeszközök centrírozását és igazítását.
A TILTENTA alkalmazási körének kiterjesztése az 5 oldalú megmunkálástól az 5 tengelyes szimultán megmunkálásig.
Csatlakozó forgóasztalok a tengelyek meghosszabbításához és a CNC megmunkálóközpont teljesítményspektrumának növeléséhez.
Lehetővé teszi a többoldalú megmunkálást többszörös befogással, és ezáltal racionalizálja a sorozatgyártást.
A precíziós gépeink pontosságát jelentősen befolyásoló tényezők.

Optimalizálja HEDELIUS megmunkálóközpontját az opciók széles választékával, amelyek pontosan az Ön egyedi igényeihez és gyártási feladataihoz igazodnak.

A SIEMENS vagy a HEIDENHAIN legkorszerűbb vezérléstechnikája maximális kezelési kényelmet és korlátlan funkcionalitást garantál.
A TNC7 a kiváló minőségű hardverkomponenseket fejlett, testreszabható felhasználói felülettel és bőséges funkciócsomaggal ötvözi.

A SINUMERIK ONE segítségével a digitális ikreknek, a kibővített diagnosztikai funkcióknak és a nagyfokú rugalmasságnak köszönhetően új mércét állíthat fel a termelésben.

A nagynyomású hűtőközeg-rendszerek alkalmazása döntő lépés a CNC megmunkálóközpont teljesítményének jelentős növelése felé.
Növelje a gyártás hatékonyságát a HEDELIUS megmunkálóközpontokhoz készült fejlett tisztítási technológiánkkal.
Technológiai előny biztosítása: nagy teljesítményű és nagy forgatónyomatékú CELOX integrált motororsók hibrid csapágytechnológiával.
Fokozott kezelési kényelem és tehermentesítés a gépkezelők számára.
A HEDELIUS minden géphez kínálja a munkaterület ajtóinak festését az Ön színigényei szerint.
A forgácsprés leválasztja a forgácsot a hűtő-olajról, és tiszta, kezelhető briketté tömöríti.
+ Személyre szabott. Országszerte helyben.
+ Intelligens telepítési tervezés.
+ Kiváló pótalkatrész-ellátottság.

Gyors, professzionális megoldás, ha szervizelésre van szükség.

+ Szervizkérdések
+ Karbantartási kérdések
+ Pótalkatrészkérdések

A HEDELIUS 55 éve egyetlen célt tűzött ki maga elé: a gép-, szerszám- és járműgyártó iparban az egyedi alkatrészek és a kis sorozatú gyártás hatékonyságának növelése.

Használja ki a lehetőséget, hogy élőben is megismerkedhessen megmunkálóközpontjainkkal és automatizálási megoldásainkkal, és saját szemével győződjön meg teljesítményükről és megbízhatóságukról.

Európa-szerte több ezer vállalat - köztük számos rejtett bajnok - támaszkodik megoldásainkra és szakértelmünkre. Az innovatív kkv-któl a vezető világcégekig a preferált partnerek közé tartozunk, ha az igényes kihívások kezeléséről és a fenntartható siker eléréséről van szó.

Átfogó és gyakorlati képzés CNC programozók és gépkezelők számára, 3-tengelyes megmunkálástól az 5-tengelyes megmunkálásig.

Tapasztalja meg a legújabb fejlesztéseket a megmunkálási technológiában – akár kényelmesen online, akár közvetlenül meppeni telephelyünkön.

A HEDELIUS márkájú megmunkálóközpontokat számos iparágban használják.

Maschinen- und Anlagenbau

Werkzeug- und Formenbau

Lohnfertigung

Lebensmittel- und Verpackungstechnik











Erőforrás-megtakarítás, energiahatékonyság és jövőbeli biztonság: Erőfeszítéseink a fenntartható jövő alakításához való pozitív hozzájárulás érdekében.

Ön, mint beszállító, osztja a minőségre és megbízhatóságra vonatkozó értékeinket? Akkor kérjük, vegye fel velünk a kapcsolatot.

Az évek során egy 19 kereskedelmi partnerből álló erős hálózatot építettünk ki Európa-szerte.

Aktuális információk és hírek a HEDELIUS Maschinenfabrikról. Rövid betekintés a megmunkálóközpontok, automatizálások és események termékválasztékába.

Letöltési területünkön számos ingyenes információs anyagot kínálunk.

A workshopok, vásári megjelenések és egyéb események összes közelgő időpontja egy pillantással.

Több mint 3000 neves európai ügyfél bízik a HEDELIUS gépek minőségében és megbízhatóságában.

Érdekességek a vállalatról, hírek, termékinformációk, felhasználói beszámolók
