Förster Sondermaschinen GmbH | TILTENTA 9-3600, TILTENTA 7-4200
Field of application: Contract manufacturing | Company headquarters: Lindlar, Germany | Employees: 13
Förster Sondermaschinen GmbH, based in Lindlar, not far from Cologne, specialises in the manufacture of customer-specific precision components. The batch size of the milled parts produced is usually between 1 and 10: Thanks to a highly flexible, customer-oriented production organisation, the customer can call off the parts as required.
Today, Stefan Förster can look back on 40 years of company history. He is the second generation to run Förster Sondermaschinen GmbH together with his sister Susanne Müller. The siblings took over the company from their parents at the turn of the millennium. They had started producing microswitches in their garage at home in 1979. In the early 1990s, they built bending machines and glass drilling machines for the automotive industry. "Because we needed parts that we couldn't get on the market in sufficient quality, we quickly started manufacturing them ourselves," explains Managing Director Stefan Förster. Today, the company Förster Sondermaschinen is a successful manufacturer of precision components. Most of its customers are manufacturers of packaging machines, machines for the food industry and road construction machines based in the region.
Competitive thanks to modern machinery.
When it comes to quality, Förster is still uncompromising today. Stefan Förster explains why: "Our customers place great value on very precise parts. As a rule, tolerances of between two and five hundredths are required, sometimes the desired accuracy is even higher. We can deliver this quality." As in the following application: the guide rails manufactured by Förster for cutting blades on film packaging machines move at speeds of up to 400 km/h.
In order to be able to guarantee quality in production, the medium-sized company focuses on modernisation and technical development. The company is therefore continuously investing in new tools and tool technologies. "This enables us to maintain our quality standards and remain competitive," explains Förster. The most recent acquisition is a TILTENTA 9-3600 from HEDELIUS, a 5-axis machining centre with a swivelling main spindle. The T9-3600, which will be installed shortly, is the fifth machine from the North German manufacturer. The first HEDELIUS in Förster's machine park, a TILTENTA 8-3200, is twelve years old and still in reliable use. "We had it completely overhauled in 2017 and now it's as good as new," says Stefan Förster happily.
Flexibility in production.
"With the new T9, we want to expand our capacities and increase our flexibility so that we can respond even better to our customers' wishes," says Förster, explaining the latest investment. The type, batch size and material of the workpieces show that flexibility is essential in production: Components between 10 and 6,000 mm are machined, which can sometimes weigh up to 3.5 tonnes and are usually required in batch sizes of 1 to 10. The material to be closed is often steel and aluminium, but occasionally high-strength forged bronze and stainless steel are also machined. The lead time of the individual parts varies greatly. Some are only open on the machines for a few minutes, others for several days.
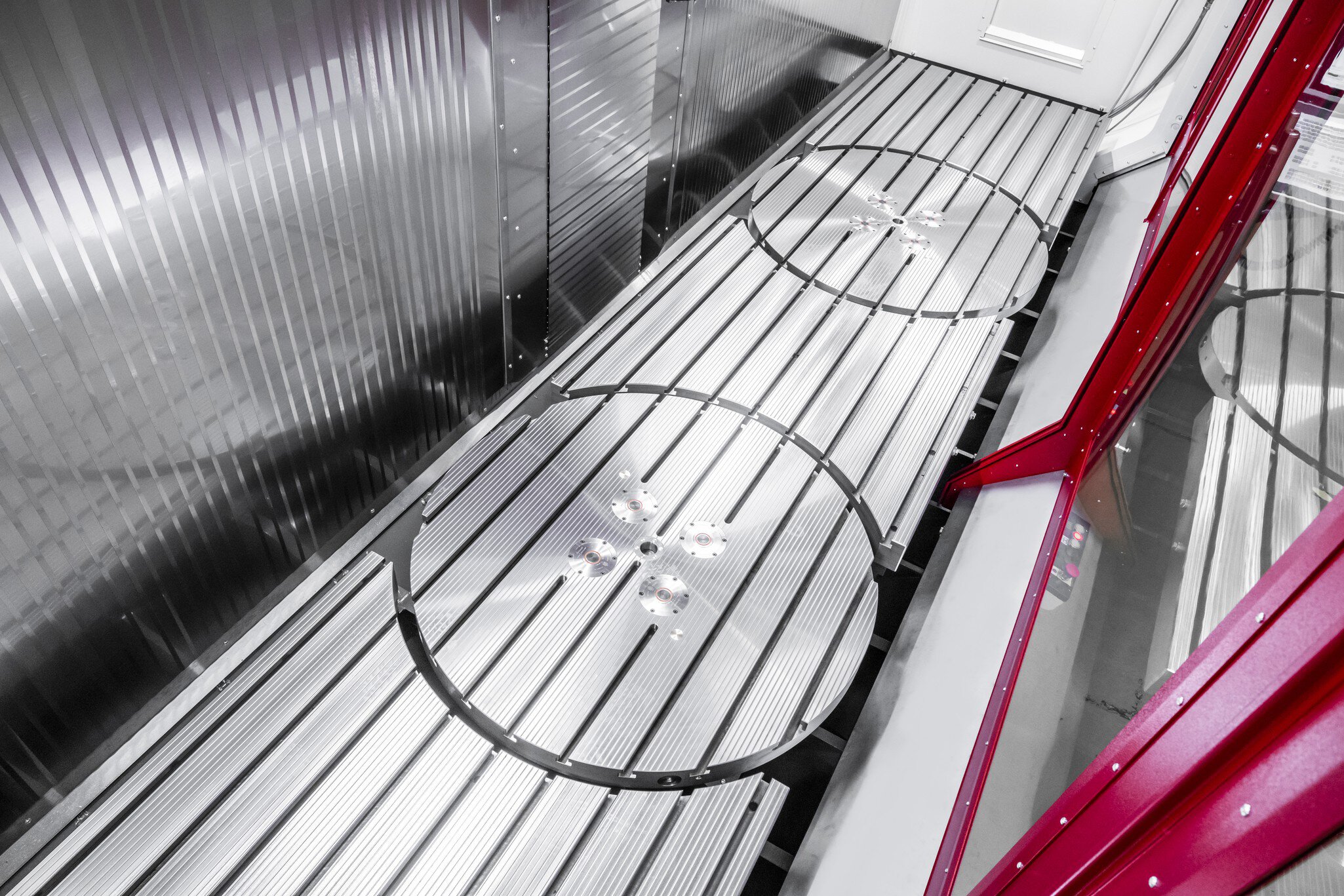
Production must be designed for these very different requirements. This is why Förster decided in favour of the HEDELIUS TILTENTA 8-3200 back in 2006. Initially used for the production of long components up to 3,000 mm, the milling machine is now also regularly used for 5-axis machining of a wide range of cubic parts. For this purpose, it only needs to be equipped with a top rotary table.
Reduce tooling times and set-up costs.
In addition to the oldest and the youngest HEDELIUS in Förster's machine park, three other machining centres from the Meppen-based machine factory are in use: a T7-4200, a Forte 7-3200 and a C60 Single.
The T7-4200 has large X and Y travel paths of 4200 mm and 750 mm respectively, a continuously swivelling main spindle, 29 kW output and 12,000 min-1 speed. The versatile 5-axis machining centre was purchased in 2014 in order to be able to process mouldings in a single clamping operation. Förster explains: "We had to drill head holes in mouldings that we wanted to machine in a single clamping operation, and the T7-4200 is ideal for this." However, it was clear from the outset that the machine was to be used very flexibly. A work area partition and a standby tool magazine were therefore ordered at the same time.
Stefan Förster, who is often still at the machines himself, is delighted: "With the standby MAGAZIN, we can set up tools in parallel to machining, which has reduced tooling times and set-up costs. Given the diversity of our parts, we need many different tools, which are immediately available with the magazine." The standby magazine from HEDELIUS holds up to 190 tools. A cone cleaning station for automatic cleaning and oiling of the tools is integrated at Förster, so that 180 places are available. The work area partition can be used to create two independent work areas so that work can be carried out in one and set-up in the other. This significantly reduces downtimes.
Quick set-up with your own devices.
With the FORTE 7-3200 and the C60 Single, Förster also uses two 3-axis machining centres from HEDELIUS. At 3200 x 750 x 800 mm (x/y/z), the FORTE 7 has large travel paths so that two independent work areas can also be created here using a partition. "Simple preparatory work is carried out on this machine, such as processing mouldings and milling panels without a head hole. The more complex parts are opened on the 5-axis machines," says Stefan Förster. Nevertheless, the range of parts is also extremely diverse here. In order to keep everything as simple and therefore as efficient as possible despite the complexity of production, many things are standardised. For example, Förster has manufactured its own devices that can be set up very quickly on any of the HEDELIUS machines. This means that vices can be positioned easily and, above all, with high precision on all machines.
Customer-oriented production organisation.
"In addition, all our machines are networked with each other so that any program can be opened from any machine," adds Susanne Müller. "We have a uniform programming style so that every employee can work with the end programs of the others." To ensure that this works smoothly, all machines are equipped with Heidenhain control systems. This type of networking and programming makes it possible to produce all parts on several machines without major effort and thus optimise production capacity utilisation. This is also important because the 13-strong family business offers its customers a special service: Customers can store parts at Förster and then call them up as required. "This makes production a little easier to plan, as we can pre-produce parts and don't have to plan anew for each part. Of course, we have to make advance payments for this, but customers thank us for this flexibility," explains Stefan Förster.
"The feeling of being in good hands."
In addition to quality and flexibility, there are other reasons why Stefan Förster and Susanne Müller have repeatedly opted for HEDELIUS machining centres. These include the service in particular. "The service response times are important and that works with HEDELIUS. We clarify a lot over the telephone or via the service app," says Susanne Müller, expressing her satisfaction with the service. And Stefan Förster adds: "The service technicians are well trained. You simply have the feeling that you are in good hands."
HEDELIUS machining centres of the customer.

More testimonials.

In prototype construction, Vitronic relies on the modular Schunk clamping technology kit in order to work flexibly, with process reliability and optimised set-up times** in frequently changing clamping situations. Thanks to the Vero-S zero-point clamping system, various clamping devices, lathe chucks and hydraulic tool holders, clamping operations can be transferred quickly, machines utilised efficiently and high-quality machining results achieved. The unit's scalable equipment significantly increases productivity, ergonomics and reliability.

With around 60 employees at its Dillenburg site in Hesse, SIBA Metallverarbeitungs GmbH has been a reliable partner for a wide range of industries for over 60 years. A company that is so comprehensively installed must be able to act highly flexibly in production. This is why SIBA has relied on HEDELIUS machining centres for many years. The company currently relies on two automated systems that ensure maximum precision, unmanned running times and short reaction times: the ACURA 65 EL with PROMOT automation and the ACURA 65 MARATHON with MARATHON SR422 pallet magazine.

Thanks to the TILTENTA 11- 2600, S&S Schliess- und Sicherungssyteme GmbH in Mühlhausen, Thuringia can now produce even more time-efficiently. Thanks to the generous work area, the integrated swivelling spindle concept and high-performance 5-axis complete processing, one clamping is sufficient for S&S to process complex components completely with the TILTENTA 11- 2600.