Heidkamp Metallbearbeitung GmbH & Co. KG | ACURA 65 EL
Field of application: Metalworking, contract manufacturing
Company headquarters: Hüllhorst, Germany | Employees: 5
Robust systems that get the job done

The operation in its own backyard: Heidkamp Metallbearbeitung recognises the importance of perspective investments - and makes them boldly. (Image: Gressel)
Heidkamp Metallbearbeitung in Hüllhorst produces customised milled parts. The company, which prioritises flexibility, quality and adherence to deadlines, sees itself as a reliable partner for single parts as well as small and medium-sized series. For its part, Heidkamp relies on Gressel as a reliable partner for workpiece clamping.
East Westphalia-Lippe in the north-east of North Rhine-Westphalia is one of the strongest economic regions in Germany: over 150,000 companies, one million employees and an annual gross domestic product of more than 75 billion euros are an eloquent expression of this. Mechanical engineering is the largest industrial sector in terms of numbers, known for its broad mix of manufacturing industries and particularly for its furniture industry. The second largest sector of the economy is made up of manufacturers of metal products with just under 300 operating companies.
Chip technology vs. clamping technology
One of these companies is Heidkamp Metallbearbeitung in Hüllhorst, which Jörg Heidkamp set up in 2008 in a double garage right next to his home. Today, his son Jan runs the operation. This is typical of the region, which is characterised by small and medium-sized companies, many of which are owner-managed and family-owned. Unlike some garage start-ups, however, Heidkamp began with new machines right from the start, with two 3-axis machining centres. A CAM system was added as early as 2009. The first 5-axis centre followed in 2012, after the Heidkamps had built a small hall in their garden. Another 5-axis machining centre followed shortly afterwards, followed by the last one for the time being in 2023. This development was accompanied by a consistent concept for workpiece clamping.
Just one year after the company was founded, strategic investments were made in a first CAM system. (Image: Gressel)
"After we ordered the 5-axis machine in 2012 and started the detailed planning for workpiece clamping, we opened up to Gressel," explains Jan Heidkamp. "At the time, we were open to a particular favourite for clamping." However, Reiner Hartmann, Sales Technician DE North & East at Gressel, brought a completely new variant into play. Without risk for Heidkamp, as a free trial was included. "After a quarter of a year, we sat down together again and discussed the results," says the junior boss. "We kept the clamp, including the zero point clamping system and console, straight away.
The components and their materials
All common materials except cast iron are chipped in Hüllhorst. A large proportion is aluminium. The aim is to flexibly machine all these materials in a wide range of component dimensions while keeping tooling times as short as possible. After all, the usual batch sizes range from 1 to 10 units. "If we're lucky, it can be 100 parts, but that's rarely the case," says Heidkamp. Regardless of the batch size to be realised, the delivery dates are often tight, especially for single parts or prototypes. The parts themselves are often the size of a shoebox, but "matchboxes" are also opened on the machines. Basically anything up to 1000 x 600 mm is possible. "We always find a solution for parts that the customer needs quickly," Heidkamp closes with a view to delivery deadlines. "Even if the parts tend to become more complex and the number of quick shots increases." Today, large tool stores on the machines and automation via pallets are the preferred means of realisation. No matter how complex the part is.
Variability, stability and precision
But what was open to the first 5-axis machine? 5-axis clamps are often used for single parts or small series production. "It's different in Hüllhorst, where we used our centric clamp 'centrinos'," reveals Hartmann. "Compact and ideally suited to the components here, we chose a flexible configuration consisting of centrinos, console and zero-point system, which was also significantly cheaper." It should also be revealed that Heidkamp's favourite was originally a fixed jaw clamp, "a solution that is commonly used," he says. However, the test phase was enough to convince him of the centric clamp. "With a low clamping depth, we achieve high holding forces - and therefore a decent Chipping output. Different designs including jaws also allow us to work in a highly flexible manner." For example, he can use a clamp with significantly narrower jaws, i.e. 65 mm, if accessibility is required and he wants to work with short tool fittings. The result is stability and precision on the component.

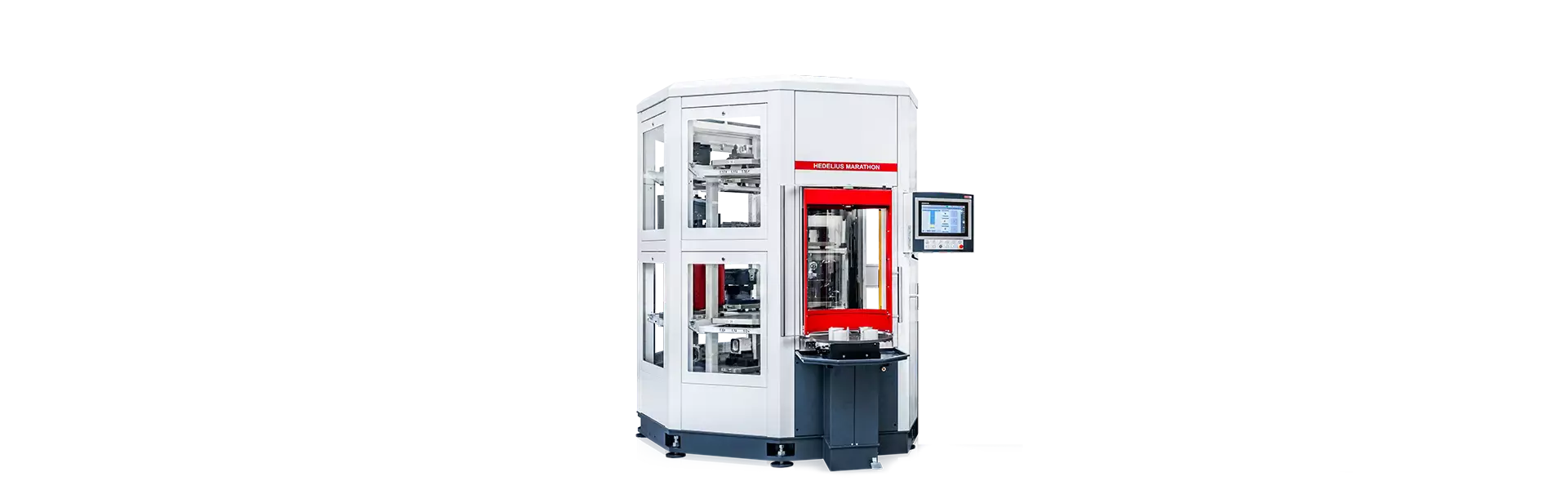
A five-axis "Acura 65" from Hedelius is now a key machine in Hüllhorst. It can be, because it has been made fit for the automated production of single parts and small series thanks to its large tool storage, pallet pool and Gressel workpiece clamping technology. (Image: Gressel)
Automation moves in
Not long after the first 5-axis machining centre, Heidkamp invested in another, almost identical 5-axis machine, again without automation. The question soon became acute: "How do we increase throughput? What we openly did not want was shift work. So the only option was to automate the second 5-axis machine, which we then did with a small pallet magazine." In addition to the shorter lead times, Heidkamp wanted to become even more flexible and run repeat parts unmanned. "With our experience from manual handling, the centrinos clamp was also the right choice for this automation," says the managing director. "With 16 stations, we were now able to run parts, even single parts, after work. This allowed us to increase capacity and reduce delivery times." The decisive factors were once again the flexibility and safety of the centrinos clamping system. The company also had good experiences with the jaw system. The same applies to the encapsulation, which is extremely reliable. Heidkamp: "These are absolutely robust systems that do their job reliably. That's all it's about."
Flexibility is above all
With a Hedelius catalogue under his arm, Michael Jürging, Managing Director of the machine tool and machining technology company of the same name, visited Heidkamp for the first time in 2023. There was already an intersection for him: Reiner Hartmann. In addition to Hedelius and other machine tools, Jürging also sells Gressel clamping technology. Hartmann was therefore the link. Especially as his expertise had long been valued in Hüllhorst. This time, the company wanted to invest in an automated machine right from the start. "The machine with 16 pallets had reached its performance limit. A second machine was to provide relief and also expand capacity," explains the junior boss. It was therefore a key machine for him. Several consultations and a factory visit in Meppen later, it was clear: it would be an "Acura 65". Especially as the visit had resulted in almost 100% of the configuration with flexibility as the main criterion.
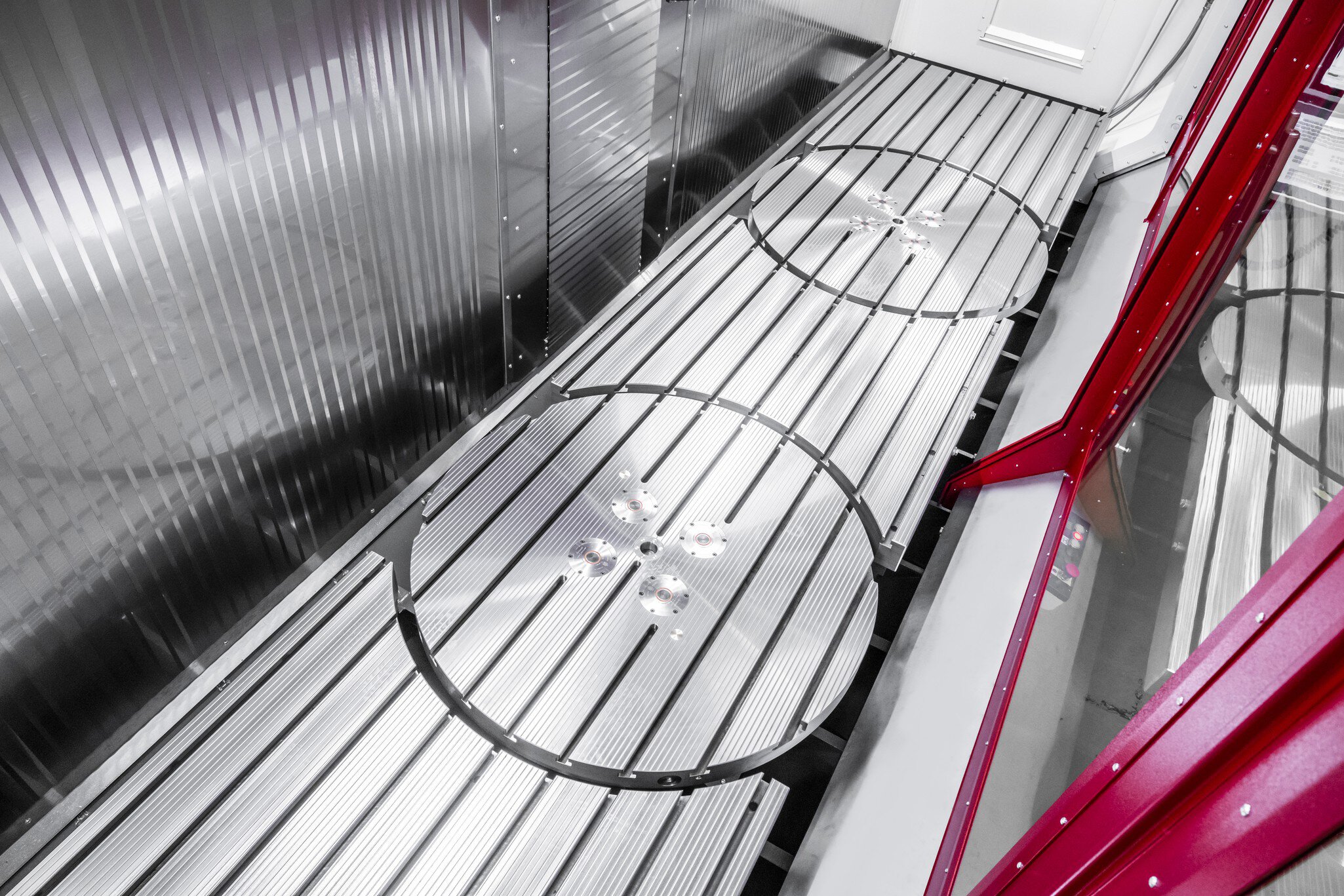
As a vertical machine, the Acura 65 impresses with its generous work area and small footprint. A relatively high-speed spindle, which Heidkamp opted for, also has enough torque to handle all materials at the contract manufacturing company. "It was important to us that the machine can be automated from the side and has free access from the front. This should enable good mixed production," emphasises Heidkamp. "The multi-machine operation option was also important to us in terms of automation, so that we can supply a sister machine with the pallet pool in future." The magazine is designed for up to 50 pallets, although we are currently working with around thirty pallets. Once the second machine is connected, the entire pool will be utilised. "Heidkamp has also thought about flexibility, especially when it comes to tool storage," emphasises Jürging. "Today, a magazine with 245 tool spaces ensures that tooling times are close to zero. That's the be-all and end-all."

Centric chip clamps from Gressel, the "centrinos" and its successor, the "C2.0", guarantee the flexible, precise and stable fixing of components at Heidkamp. (Image: Gressel)

The centric clamps are firmly open on the pallets, allowing Heidkamp to reduce non-productive times to almost zero. (Image: Gressel)
Legitimate successor
Once it was clear what the automation would look like in terms of pallet sizes or base spacing, "we again considered with Reiner Hartmann what mix of clamping devices we could put together in such a way that the shortest possible tooling times and high throughput would be generated for our small series," reports Heidkamp. The centrinos was out of the question this time. Why? Quite simply because it had been retired in the meantime. So the successor model, the centric clamp "C2.0", became Heidkamp's new favourite. The experience gained from the first automation helped. With differences, of course. First and foremost, this concerned a larger clamping width, because the machine is larger. "Because more pallets were available for the second automation, we configured it so that as few jaws as possible had to be closed," explains Heidkamp. "Today, the clamping devices are in fixed pallet locations, so we minimise non-productive times." With the centre of gravity on batch size 1, the pallets are tooling with one or two centric clamps in different widths and lengths. The significantly larger pallet magazine allows even single parts to be automated and closed unmanned in the evening or at night. Without overtime.
Be prepared
Today, Heidkamp uses a well-rounded system of CAM programming, extensive tool storage and a large pool of pre-equipped pallets to automatically manufacture even single parts, often unmanned. With this installed, the operation already has its sights set on the next steps. "We will be introducing a new merchandise management system this year," reports the managing director. "Our current production planning works well, but if more single parts and measurements come into the company, we want to be prepared." Last year, the operation invested in its first lathe - and has been growing into the new task profile ever since. Despite such expansions, the company is set to remain roughly the same size with five employees. "That's how we feel comfortable," emphasises Heidkamp. "In addition, capacity can also be built up differently. Our path leads via efficient programming and AV to predictable lead times. In addition, there will be automation for two sister machines in the future, which will increase throughput by another few per cent." The workpiece clamping technology will not change much in all of this. "It does its job, which puts us in a position to reliably handle even larger orders as well as quick turnarounds."

Have developed an efficient, flexible concept for one-off and small series production in Hüllhorst: Reiner Hartmann, Jan Heidkamp and Michael Jürging (from left). (Image: Gressel)
Contacts.


D-32609 Hüllhorst info@heidkamp-metallbearbeitung.de www.heidkamp-metallbearbeitung.de +49 5741 805024
HEDELIUS machining centres &
The customer's automation solutions.


More testimonials.

In prototype construction, Vitronic relies on the modular Schunk clamping technology kit in order to work flexibly, with process reliability and optimised set-up times** in frequently changing clamping situations. Thanks to the Vero-S zero-point clamping system, various clamping devices, lathe chucks and hydraulic tool holders, clamping operations can be transferred quickly, machines utilised efficiently and high-quality machining results achieved. The unit's scalable equipment significantly increases productivity, ergonomics and reliability.

With around 60 employees at its Dillenburg site in Hesse, SIBA Metallverarbeitungs GmbH has been a reliable partner for a wide range of industries for over 60 years. A company that is so comprehensively installed must be able to act highly flexibly in production. This is why SIBA has relied on HEDELIUS machining centres for many years. The company currently relies on two automated systems that ensure maximum precision, unmanned running times and short reaction times: the ACURA 65 EL with PROMOT automation and the ACURA 65 MARATHON with MARATHON SR422 pallet magazine.

Thanks to the TILTENTA 11- 2600, S&S Schliess- und Sicherungssyteme GmbH in Mühlhausen, Thuringia can now produce even more time-efficiently. Thanks to the generous work area, the integrated swivelling spindle concept and high-performance 5-axis complete processing, one clamping is sufficient for S&S to process complex components completely with the TILTENTA 11- 2600.