Heidkamp Metallbearbeitung GmbH & Co. KG | ACURA 65 EL.
Oblast použití: kovovýroba, zakázková výroba.
Sídlo společnosti: Hüllhorst, Německo | Počet zaměstnanců: 5.
Robustní systémy, které odvedou svou práci

Podnik na vlastním dvorku: Heidkamp Metallbearbeitung si uvědomuje význam perspektivních investic - a odvážně je realizuje. (Obrázek: Gressel)
Heidkamp Metallbearbeitung v Hüllhorstu vyrábí frézované díly na míru. Společnost, která klade důraz na flexibilitu, kvalitu a dodržování termínů, se považuje za spolehlivého partnera pro jednotlivé díly i malé a střední série. Společnost Heidkamp zase spoléhá na společnost Gressel jako na spolehlivého partnera pro upínání obrobků.
Východní Vestfálsko-Lippe na severovýchodě Severního Porýní-Vestfálska je jedním z hospodářsky nejsilnějších regionů v Německu: více než 150 000 podniků, milion zaměstnanců a roční hrubý domácí produkt přesahující 75 miliard eur jsou toho výmluvným důkazem. Strojírenství je co do počtu obyvatel největším průmyslovým odvětvím, které je známé širokou škálou výrobních odvětví a zejména nábytkářským průmyslem. Druhým největším odvětvím je výroba kovových výrobků s necelými 300 podniky.
Svorková technologie vs. svorková technologie
Jednou z těchto společností je Heidkamp Metallbearbeitung v Hüllhorstu, kterou Jörg Heidkamp založil v roce 2008 ve dvojgaráži hned vedle svého domu. Dnes podnik vede jeho syn Jan. To je typické pro tento region, který se vyznačuje malými a středními podniky, z nichž mnohé jsou řízeny majiteli a jsou rodinné. Na rozdíl od některých garážových start-upů však Heidkamp začal hned od začátku s novými stroji, se dvěma tříosými obráběcími centry. Již v roce 2009 přibyl systém CAM. První pětiosé centrum následovalo v roce 2012, poté co si Heidkampovi postavili malou halu na zahradě. Krátce poté následovalo další 5osé obráběcí centrum a v roce 2023 zatím poslední. Tento vývoj byl doprovázen důslednou koncepcí upínání obrobků.
Jen rok po založení společnosti byly provedeny strategické investice do prvního systému CAM. (Obrázek: Gressel)
"Poté, co jsme v roce 2012 objednali pětiosý stroj a začali podrobně plánovat upínání obrobků, jsme oslovili společnost Gressel," vysvětluje Jan Heidkamp. "V té době jsme se rozhodli pro obzvláště oblíbené upínání." Reiner Hartmann, obchodní technik DE North & East společnosti Gressel, však přivedl do hry zcela novou variantu. Bez rizika pro Heidkamp, protože součástí dodávky bylo bezplatné vyzkoušení. "Po čtvrt roce jsme si znovu sedli a probrali výsledky," říká mladší šéf. "Svěrku včetně upínacího systému s nulovým bodem a držáku jsme si rovnou ponechali.
Součásti a jejich materiály
Všechny standardní materiály s výjimkou litiny se obrábějí v Hüllhorstu. Velkou část tvoří hliník. Cílem je flexibilní obrábění všech těchto materiálů v široké škále rozměrů součástí při zachování co nejkratší doby seřízení. Vždyť obvyklé velikosti dávek se pohybují od 1 do 10 kusů. "Když máme štěstí, může to být i 100 dílů, ale to se stává jen zřídka," říká Heidkamp. Bez ohledu na velikost realizované dávky jsou dodací lhůty často krátké, zejména u jednotlivých dílů nebo prototypů. Samotné díly mají často rozměry krabice od bot, ale na stroje se dostávají i "krabičky od sirek". V podstatě je možné cokoli až do rozměru 1000 x 600 mm. "Vždy najdeme řešení pro díly, které zákazník potřebuje rychle," ujišťuje Heidkamp s ohledem na dodací lhůty. "I když díly bývají složitější a počet rychlých záběrů se zvyšuje." V současné době jsou preferovanými způsoby realizace velké sklady nástrojů na strojích a automatizace prostřednictvím palet. Bez ohledu na to, jak je díl složitý.
Variabilita, stabilita a přesnost
K čemu ale sloužil první pětiosý stroj? Pětiosé upínače se často používají pro výrobu jednotlivých dílů nebo malých sérií. "Jinak je tomu v Hüllhorstu, kde jsme používali naše centrické upínače 'centrinos'," prozrazuje Hartmann. "Kompaktní a ideálně přizpůsobené místním komponentům, zvolili jsme flexibilní konfiguraci skládající se z centrinos, konzoly a nulového systému, která byla také výrazně levnější." Heidkampovým favoritem byla původně svorka s pevnou čelistí, "řešení, které je obecně známé," říká. Testovací fáze však stačila k tomu, aby ho přesvědčila o centrické svorce. "Dosáhli jsme vysokých přídržných sil při malé hloubce upnutí - a tím i slušného řezného výkonu. Různá provedení včetně čelistí nám také umožňují pracovat velmi flexibilně." Například může použít upínač s výrazně užšími čelistmi, tj. 65 mm, pokud je vyžadována přístupnost a chce pracovat s krátkými držáky nástrojů. Výsledkem je stabilita a přesnost na součásti.

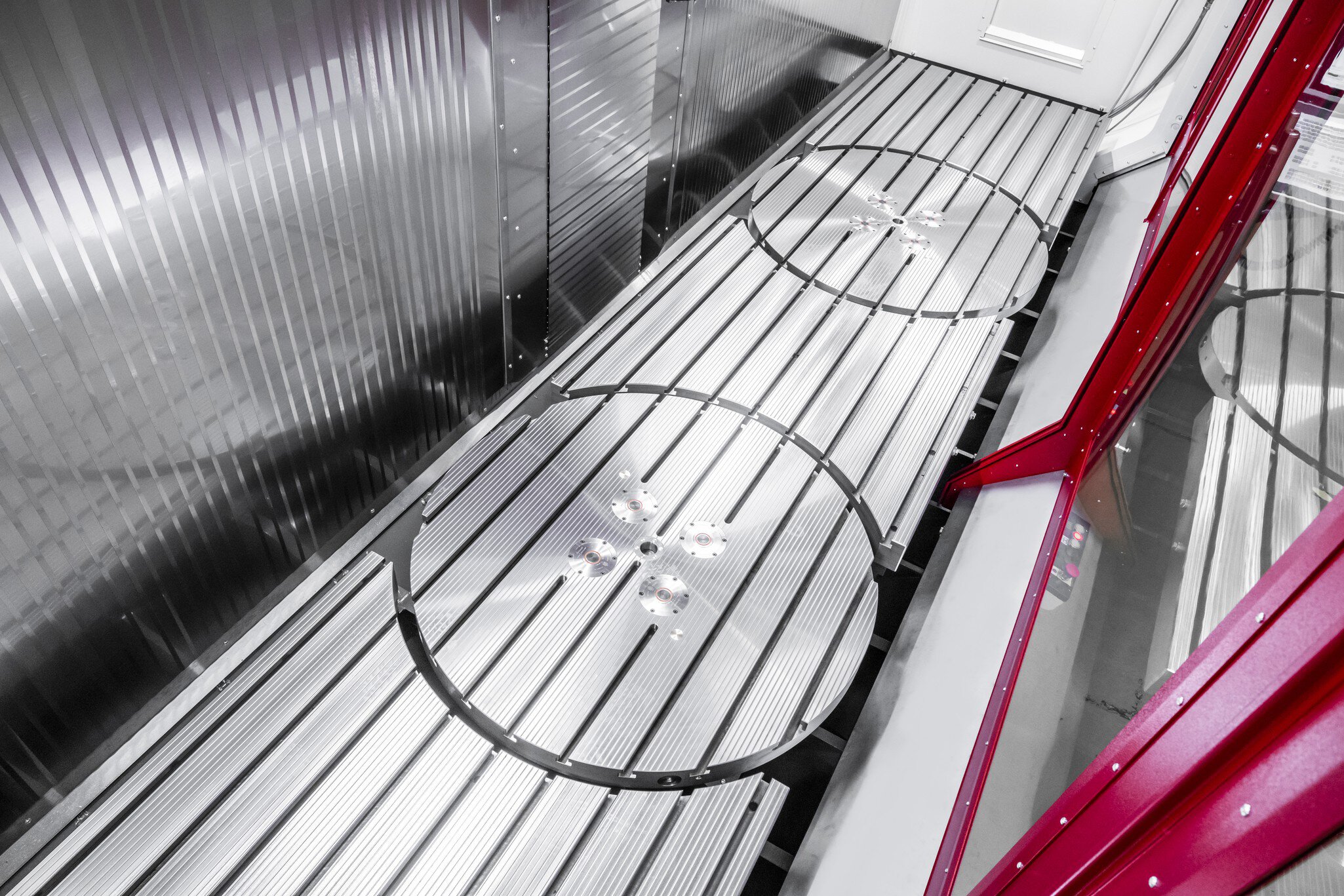
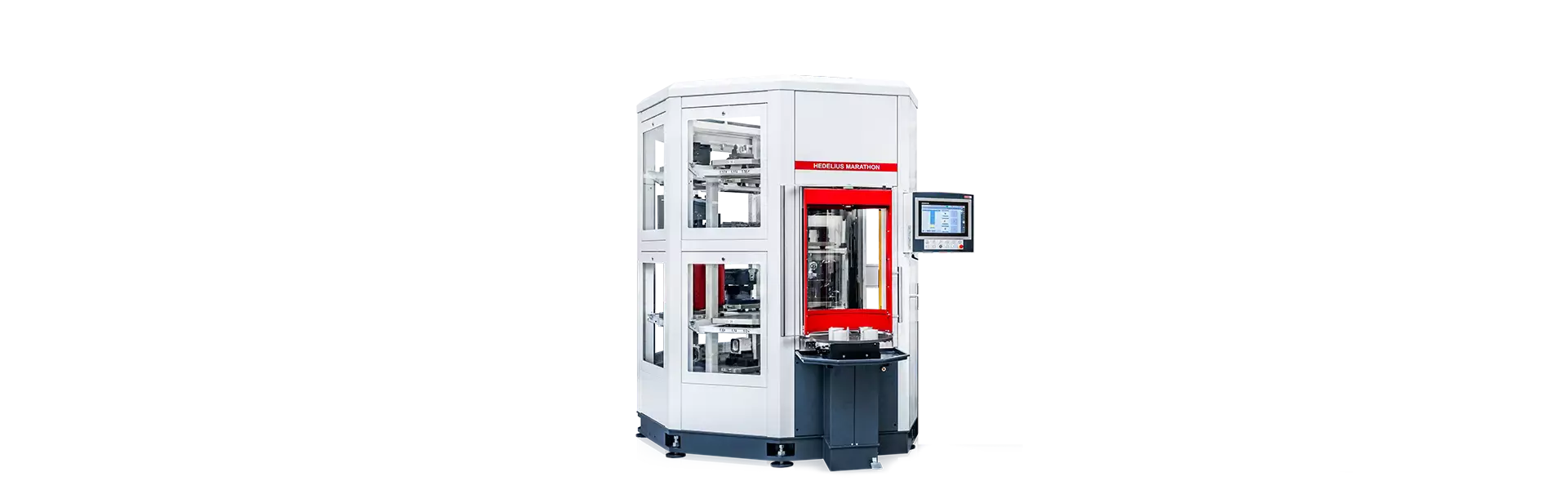
Klíčovým strojem v Hüllhorstu je dnes pětiosá "Acura 65" od společnosti Hedelius. Je totiž vybaven velkým zásobníkem nástrojů, paletovým fondem a technologií upínání obrobků Gressel pro automatizovanou výrobu jednotlivých dílů a malých sérií. (Obrázek: Gressel)
Automatizace se stěhuje
Nedlouho po prvním pětiosém obráběcím centru investovala společnost Heidkamp do dalšího, téměř identického pětiosého stroje, opět bez automatizace. Brzy se stala aktuální otázka: "Jak zvýšit výkon? Co jsme rozhodně nechtěli, byla práce na směny. Jedinou možností tedy bylo automatizovat druhý pětiosý stroj, což jsme následně provedli pomocí malého systému pro ukládání palet." Kromě zkrácení doby průchodnosti chtěl být Heidkamp ještě flexibilnější a provozovat opakované díly bez obsluhy. "Díky našim zkušenostem z ruční manipulace byl upínač centrinos správnou volbou i pro tuto automatizaci," říká generální ředitel. "Se 16 stanicemi jsme nyní mohli spouštět díly, dokonce i jednotlivé díly, po práci. To nám umožnilo zvýšit kapacitu a zkrátit dodací lhůty." Rozhodujícími faktory byly opět flexibilita a spolehlivé upínání pomocí upínačů centrinos. Dobré zkušenosti měla společnost také s čelisťovým systémem. Totéž platí pro zapouzdření, které je mimořádně spolehlivé. Heidkamp: "Jedná se o naprosto robustní systémy, které spolehlivě odvádějí svou práci. O nic jiného tu nejde."
Pružnost je nade vše
S katalogem Hedelius pod paží navštívil Michael Jürging, jednatel stejnojmenné společnosti vyrábějící obráběcí stroje a technologie, Heidkamp poprvé v roce 2023. Tam už pro něj byla křižovatka: Reiner Hartmann. Kromě obráběcích strojů Hedelius a dalších strojů prodává Jürging také upínací techniku Gressel. Hartmann byl tedy spojovacím článkem. Zvláště proto, že jeho odborné znalosti byly v Hüllhorstu již dlouho ceněny. Tentokrát chtěla firma hned od začátku investovat do automatizovaného stroje. "Stroj s 16 paletami dosáhl svých výkonnostních limitů. Druhý stroj měl poskytnout úlevu a také zvýšit kapacitu," vysvětluje mladší šéf. Byl to tedy pro něj klíčový stroj. Po několika konzultacích a návštěvě továrny v Meppenu bylo jasno: bude to "Acura 65". Zvláště proto, že výsledkem návštěvy byla téměř stoprocentní konfigurace, jejímž hlavním kritériem byla flexibilita.
Jako vertikální stroj zaujme Acura 65 velkou pracovní plochou a malými rozměry. Poměrně rychlé vřeteno, pro které se Heidkamp rozhodl, má také dostatečný točivý moment pro zpracování všech materiálů u smluvního výrobce. "Bylo pro nás důležité, že stroj lze automatizovat z boku a má volný přístup zepředu. To by mělo umožnit dobrou smíšenou výrobu," zdůrazňuje Heidkamp. "Z hlediska automatizace pro nás byla důležitá také možnost provozu na více strojích, abychom mohli v budoucnu dodat sesterský stroj s paletovým bazénem." Skladovací systém je určen až pro 50 palet, i když v současné době se pracuje s přibližně třiceti paletami. Po připojení druhého stroje bude využíván celý bazén. "Společnost Heidkamp myslela také na flexibilitu, zejména pokud jde o skladování nástrojů," zdůrazňuje Jürging. "Zásobník s 245 pozicemi pro nástroje dnes zajišťuje seřizovací časy, které se blíží nule. To je to nejdůležitější."

Centrické upínače od společnosti Gressel, "centrinos" a jeho nástupce "C2.0", zaručují flexibilní, přesné a stabilní upevnění součástí u společnosti Heidkamp. (Obrázek: Gressel)

Centrické svorky jsou na paletách pevně uchyceny, což znamená, že společnost Heidkamp zkrátila neproduktivní časy téměř na nulu. (Obrázek: Gressel)
Právoplatný nástupce
Jakmile bylo jasné, jak bude vypadat automatizace z hlediska velikosti palet nebo rozteče základen, "znovu jsme s Reinerem Hartmannem zvažovali, jakou kombinaci upínacích zařízení bychom mohli sestavit tak, aby pro naši malou sérii byly dosaženy co nejkratší časy přípravy a vysoká propustnost," uvádí Heidkamp. Centrinos tentokrát nepřicházel v úvahu. Proč? Jednoduše proto, že byl mezitím vyřazen z provozu. A tak se Heidkampovým novým favoritem stal nástupnický model, centrionová svorka "C2.0". Pomohly zkušenosti získané při první automatizaci. Samozřejmě s rozdíly. Především se to týkalo větší šířky upnutí, protože stroj je větší. "Protože u druhé automatizace bylo k dispozici více palet, nakonfigurovali jsme ji tak, aby se muselo přesouvat co nejméně čelistí," vysvětluje Heidkamp. "Dnes jsou upínací zařízení umístěna v pevných paletových pozicích, takže můžeme minimalizovat neproduktivní časy." Vzhledem k zaměření na velikost dávky 1 jsou palety zatíženy jedním nebo dvěma centrickými upínači různých šířek a délek. Výrazně větší sklad palet umožňuje automatizovat i jednotlivé díly a provozovat je bez obsluhy ve večerních nebo nočních hodinách. Bez přesčasů.
Buďte připraveni
Společnost Heidkamp dnes používá komplexní systém zahrnující programování CAM, rozsáhlý sklad nástrojů a velký zásobník předem vybavených palet, který umožňuje automatickou výrobu i jednotlivých dílů, často bez obsluhy. Společnost se již zaměřila na další kroky. "V letošním roce zavedeme nový systém řízení zboží," informuje generální ředitel. "Naše současné plánování výroby funguje dobře, ale pokud do firmy přijde více jednotlivých dílů a rozměrů, chceme být připraveni." V loňském roce společnost investovala do svého prvního soustruhu - a od té doby roste do nového profilu úlohy. Navzdory tomuto rozšiřování má společnost zůstat zhruba stejně velká s pěti zaměstnanci. "Tak se cítíme dobře," zdůrazňuje Heidkamp. "Kromě toho lze kapacitu budovat i jinak. Naše cesta vede přes efektivní programování a AV k předvídatelným časům průchodnosti. V budoucnu navíc dojde k automatizaci dvou sesterských strojů, což zvýší propustnost o dalších několik procent." Technologie upínání obrobků se při tom všem příliš nezmění. "Odvádí svou práci, což nás staví do pozice, kdy můžeme spolehlivě zvládnout i větší zakázky a také rychlé obraty."

Vyvinuli jsme efektivní a flexibilní koncept pro individuální a malosériovou výrobu v Hüllhorstu: Reiner Hartmann, Jan Heidkamp a Michael Jürging (zleva). (Obrázek: Gressel)
Kontakty.


D-32609 Hüllhorst info@heidkamp-metallbearbeitung.de www.heidkamp-metallbearbeitung.de +49 5741 805024
Obráběcí centra HEDELIUS &
Automatizační řešení od zákazníka.


Další reference.

Vitronic sází při konstrukci prototypů na modulární sadu upínací techniky Schunk, aby mohl flexibilně, spolehlivě a s optimalizovanými časy nastavení** pracovat v často se měnících upínacích situacích. Díky nulovému upínacímu systému Vero-S, různým upínacím zařízením, soustružnickým sklíčidlům a hydraulickým držákům nástrojů lze upínání rychle přenášet, stroje efektivně využívat a dosahovat kvalitních výsledků obrábění. Standardizované, škálovatelné vybavení výrazně zvyšuje produktivitu, ergonomii a spolehlivost.

Společnost SIBA Metallverarbeitungs GmbH s přibližně 60 zaměstnanci v Dillenburgu v Hesensku je již více než 60 let spolehlivým partnerem pro celou řadu průmyslových odvětví. Společnost s tak širokou základnou musí být schopna pracovat s vysokou mírou flexibility ve výrobě. Proto se společnost SIBA již mnoho let spoléhá na obráběcí centra HEDELIUS. V současné době se společnost spoléhá na dva automatizované systémy, které zajišťují maximální přesnost, bezobslužný chod a krátké reakční časy: ACURA 65 EL s automatikou PROMOT a ACURA 65 MARATHON s zásobníkem paletMARATHON SR422.

Díky stroji TILTENTA 11- 2600 může nyní společnost S&S Schliess- und Sicherungssyteme GmbH v durynském Mühlhausenu vyrábět ještě časově efektivněji. Díky rozsáhlému pracovnímu prostoru, integrované koncepci otočného vřetena a výkonnému pětiosému kompletnímu obrábění stačí S&S ke kompletnímu obrábění složitých dílů na stroji TILTENTA 11- 2600 jediná operace upnutí.