Heidkamp Metallbearbeitung GmbH & ; Co. KG | ACURA 65 ELDomaine d'application : Usinage des métaux, Fabrication à façon
Siège social : Hüllhorst, Allemagne | Employés : 5
Des systèmes robustes qui font leur travail.

L'Exploitant dans son propre jardin : Heidkamp Metallbearbeitung est conscient de l'importance des investissements en perspective - et les réalise avec courage. (Photo : Gressel)
Heidkamp Metallbearbeitung à Hüllhorst produit des pièces fraisées selon les souhaits du client. L'exploitant, pour qui la flexibilité, la qualité et le respect des délais sont primordiaux, se considère comme un partenaire fiable pour les pièces individuelles ainsi que pour les petites et moyennes séries. De son côté, Heidkamp mise sur Gressel comme partenaire fiable pour le système de serrage des pièces à usiner.
La Westphalie orientale-Lippe, située au nord-est de la Rhénanie-du-Nord-Westphalie, est l'une des régions économiques les plus fortes d'Allemagne : plus de 150.000 entreprises, un million d'employés et un produit intérieur brut annuel de plus de 75 milliards d'euros en sont l'expression éloquente. Connue pour son large éventail de branches dans l'industrie de transformation et notamment pour son industrie du meuble, la construction mécanique est le secteur industriel le plus important en nombre. Le deuxième secteur économique est celui des Fabricants de produits métalliques, avec près de 300 Mode.
Technique de serrage vs technique de serrage
L'un de ces exploitants est Heidkamp Metallbearbeitung à Hüllhorst, avec lequel Jörg Heidkamp s'est mis à son compte en 2008 dans un garage double situé directement à côté de sa maison d'habitation. Aujourd'hui, c'est son fils Jan qui dirige le Mode. Celle-ci est donc typique de la région, caractérisée par des petites et moyennes entreprises, dont beaucoup sont gérées par leur propriétaire et appartiennent à la famille. Contrairement à de nombreuses start-up de garage, Heidkamp a tout de suite commencé avec des machines neuves, deux centres d'usinage à trois axes. Un système de FAO est venu s'y ajouter dès 2009. En 2012, le premier Centre 5 axes, après que les Heidkamp eurent construit un petit hall dans leur jardin. Peu après, un autre centre d'usinage à 5 axes a suivi, puis le dernier en 2023. Cette évolution s'est accompagnée d'un concept cohérent de serrage des pièces à usiner.
Un an seulement après la création de l'entreprise, un investissement stratégique a été réalisé dans un premier système de FAO. (Photo : Gressel)
"Après avoir commandé la machine à 5 axes en 2012 et commencé la planification détaillée du système de serrage des pièces à usiner, nous nous sommes approchés de Gressel", raconte Jan Heidkamp. "Pour le serrage, nous avons alors misé sur un favori en particulier". Reiner Hartmann, technicien de vente DE Nord & ; Est chez Gressel, a cependant introduit une toute nouvelle variante dans le jeu. Sans risque pour Heidkamp, car un essai gratuit était inclus. "Au bout d'un trimestre, nous nous sommes réunis à nouveau et avons discuté des résultats", explique le chef junior. "Nous avons directement gardé le tendeur, y compris le système de serrage à point zéro et la console.
Les composants et leurs matériaux
Tous les matériaux habituels sont usinés à Hüllhorst, à l'exception de la fonte. Une grande partie concerne l'aluminium. L'objectif est d'usiner tous ces matériaux de manière flexible dans les dimensions de pièces les plus diverses et de réduire au maximum les temps d'équipement. Après tout, les tailles de lot habituelles se situent dans des fourchettes de 1 à 10 pièces. "Si nous avons de la chance, il arrive que nous ayons 100 pièces, mais c'est assez rare", sait Heidkamp. Quelle que soit la taille de lot à réaliser, les délais de livraison sont souvent sportifs, notamment pour les Pièces individuelles ou les prototypes. Les pièces elles-mêmes ont souvent les dimensions d'une boîte à chaussures, mais des "boîtes d'allumettes" arrivent aussi sur les machines. En principe, tout est possible jusqu'à 1000 x 600 mm. "Pour les pièces dont le client a besoin rapidement, nous trouvons toujours une solution", assure Heidkamp en pensant aux délais de livraison. "Même si les pièces ont tendance à devenir plus complexes et que les pièces rapides augmentent". Aujourd'hui, les grands magasins d'outils sur les machines et l'automatisation via des palettes sont des moyens privilégiés pour la mise en œuvre. Aussi complexe que soit la pièce.
Variabilité, stabilité et Précision
Mais qu'est-ce qui avait bien pu arriver sur la première machine à 5 axes ? Souvent, on utilise des étaux à 5 axes pour la fabrication de pièces individuelles ou de petites séries. "Ce n'est pas le cas à Hüllhorst, où nous avons utilisé notre dispositif de serrage central 'centrinos'", révèle Hartmann. "Compact et parfaitement adapté aux composants locaux, nous avons choisi un équipement flexible composé de centrinos, d'une console et d'un système de point zéro, qui était en outre nettement moins cher". Une confidence également : le favori de Heidkamp était à l'origine un dispositif de serrage à mâchoires fixes, "une solution telle qu'on la connaît généralement", estime-t-il. La phase d'essai a toutefois suffi à le convaincre du bien-fondé de l'étau à serrage central. "Avec une faible profondeur de serrage, nous obtenons des forces de retenue élevées - et donc un débit d'enlèvement de copeaux correct. Différentes formes de construction, y compris les fers, nous permettent en outre de travailler de manière très flexible". Il peut par exemple utiliser un étau avec des Doigts nettement plus étroits, c'est-à-dire 65 mm, si l'accessibilité est requise et qu'il souhaite travailler avec des Porte-outils courts. Il en résulte une stabilité et une précision du composant.

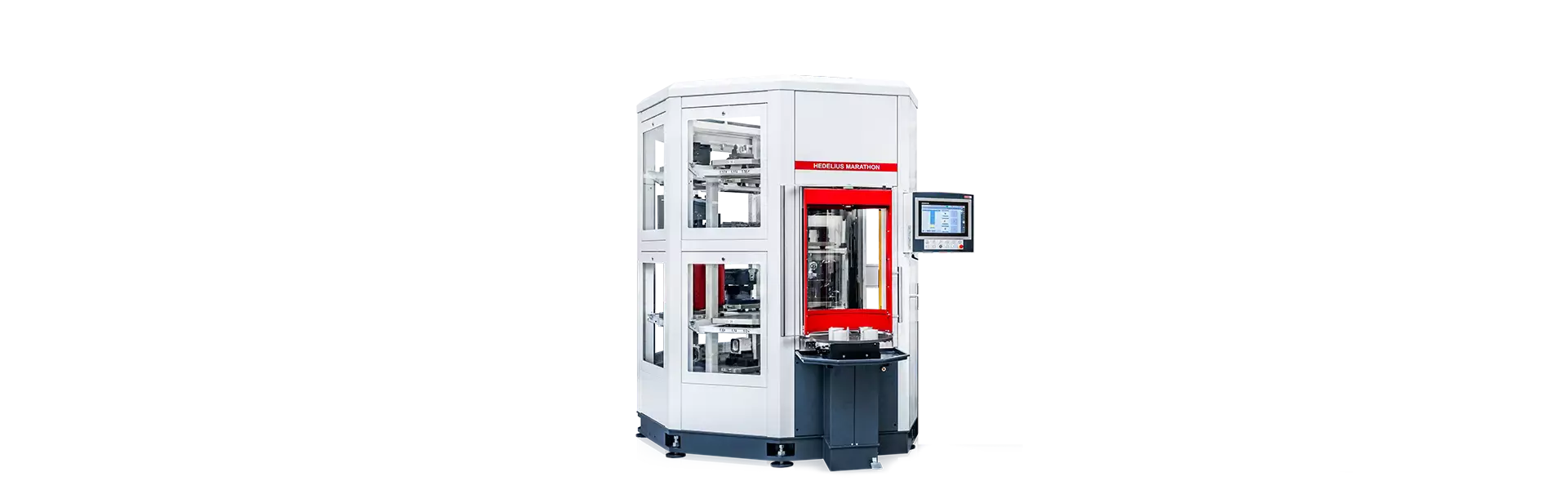
Une "Acura 65" à cinq axes de Hedelius est aujourd'hui une machine clé à Hüllhorst. Elle peut l'être parce qu'elle a été préparée à la fabrication automatisée de pièces individuelles et de petites séries grâce à un grand magasin d'outils, un pool de palettes et la technique de serrage de pièces de Gressel. (Photo : Gressel)
L'automatisation s'installe
Peu de temps après le premier centre d'usinage à 5 axes, Heidkamp avait investi dans une autre machine à 5 axes, presque identique, à nouveau sans automatisation. La question s'est vite posée : "Comment augmenter le débit ? Ce que nous ne voulions surtout pas, c'était le travail en équipe. Il ne restait donc plus qu'à automatiser la deuxième machine à 5 axes, ce que nous avons fait ensuite avec un petit magasin de palettes." Outre les temps de passage plus courts, Heidkamp voulait ainsi gagner encore en flexibilité et faire tourner les pièces répétitives sans personnel. "Avec notre expérience de la manutention manuelle, le tendeur centrinos était aussi un choix pour cette automatisation", explique le Gérant. "Avec 16 places, nous pouvions désormais faire tourner des pièces, même individuelles, après les heures de travail. De cette manière, nous avons pu augmenter la capacité et réduire les délais de livraison". La flexibilité et la sécurité du serrage avec le centrinos ont à nouveau été des facteurs décisifs. Nous avons également fait de bonnes expériences avec le système de mâchoires. Tout comme l'encapsulage, qui est extrêmement fiable. Heidkamp : "Ce sont des systèmes absolument robustes qui font leur travail de manière fiable. C'est tout ce dont il s'agit".
La flexibilité prime sur tout
C'est avec un catalogue Hedelius sous le bras que Michael Jürging, Gérant de l'entreprise du même nom spécialisée dans les machines-outils et les techniques d'usinage, a visité Heidkamp pour la première fois en 2023. Pour lui, il y avait déjà une intersection : Reiner Hartmann. En effet, outre Hedelius et d'autres machines-outils, Jürging commercialise également la technique de serrage de Gressel. Hartmann était donc le lien. D'autant plus que son expertise était appréciée depuis longtemps à Hüllhorst. Cette fois, l'entreprise voulait investir dès le départ dans une Machine automatisée. "La Machine avec 16 palettes était arrivée à la limite de ses capacités. Une deuxième Machine devait permettre d'alléger la charge et, en outre, d'augmenter la capacité", justifie le chef junior. Pour lui, il s'agissait donc d'une machine clé. Plusieurs entretiens de conseil et une visite de l'usine de Meppen plus tard, c'était clair : ce serait une "Acura 65". D'autant plus que la visite avait donné presque 100 % de la configuration avec comme critère principal la flexibilité.
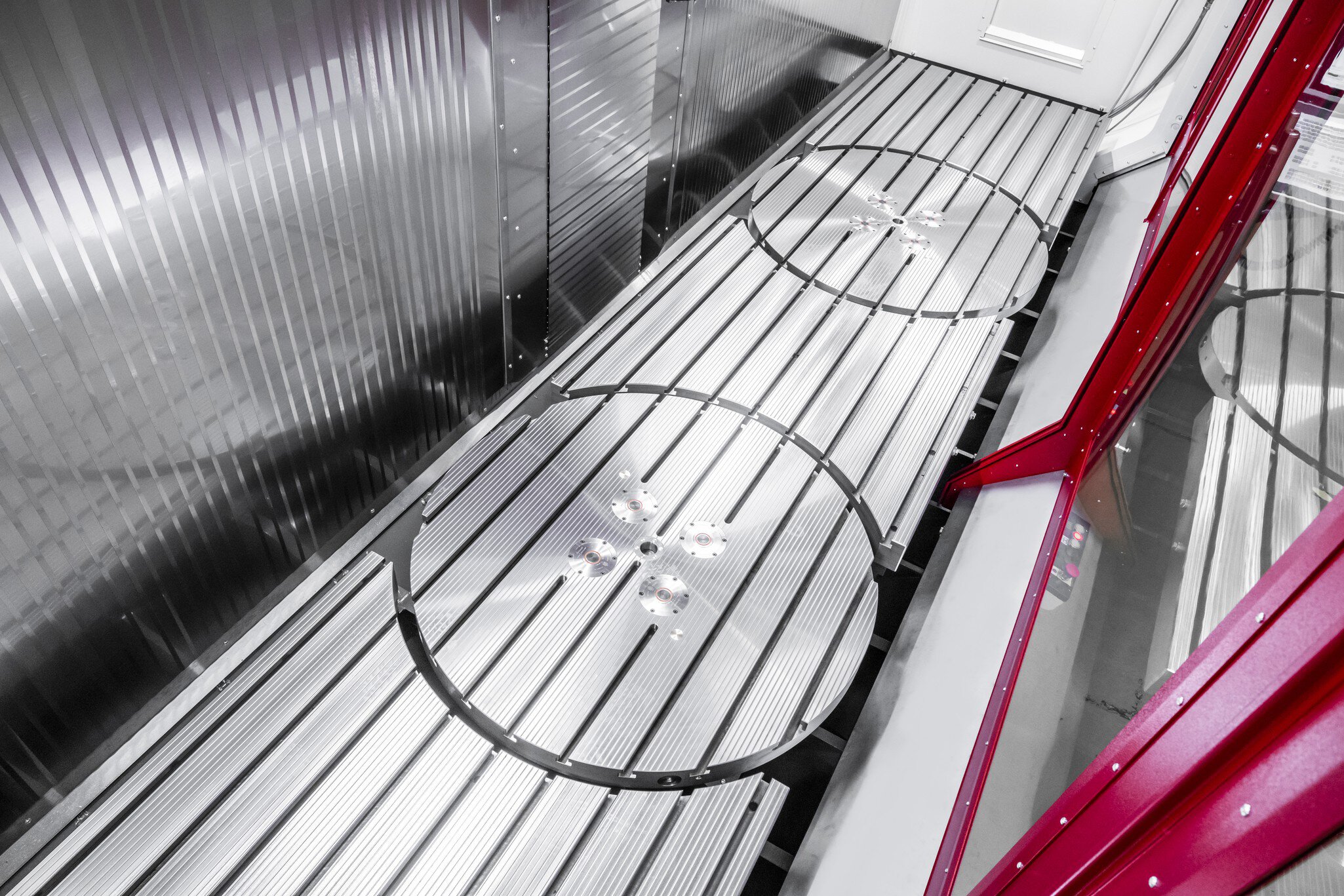
En tant que machine verticale, l'Acura 65 convainc par un espace de travail généreux pour une surface d'installation réduite. Une broche à rotation relativement élevée, pour laquelle Heidkamp avait opté, possède en outre suffisamment de couple pour pouvoir bien manipuler tous les matériaux chez le sous-traitant. "Il était important pour nous que la Machine puisse être automatisée latéralement et qu'elle ait un accès libre par l'avant. Cela devait permettre une bonne fabrication mixte", souligne Heidkamp. "En outre, l'option de commande de plusieurs machines était importante pour nous lors de l'automatisation, de sorte que nous puissions à l'avenir alimenter une machine sœur avec le pool de palettes". Le Magasin est conçu pour accueillir jusqu'à 50 palettes, mais on travaille actuellement avec une trentaine de palettes. Lorsque la deuxième Machine sera connectée, l'ensemble du pool sera utilisé. "Heidkamp a également pensé à la flexibilité, surtout pour le magasin d'outils", souligne Jürging. "Un Magasin avec 245 emplacements d'outils assure aujourd'hui des temps d'équipement qui tendent vers zéro. C'est essentiel".

Les étaux centrés de Gressel, le "centrinos" ainsi que son successeur, le "C2.0", garantissent chez Heidkamp la fixation flexible, précise et stable des composants. (Photo : Gressel)

Les étaux centraux sont fixés sur les palettes, ce qui a permis à Heidkamp de réduire les temps morts à zéro. (Photo : Gressel)
Un successeur légitime
Une fois qu'il était clair à quoi ressemblait l'automatisation du point de vue de la taille des palettes ou de l'espacement des plateaux, "nous avons à nouveau réfléchi avec Reiner Hartmann à la combinaison de moyens de serrage qui permettrait de générer des temps d'équipement aussi courts que possible et un débit élevé pour nos petites séries", rapporte Heidkamp. Cette fois, le centrinos n'était pas envisageable. Pourquoi ? Tout simplement parce qu'il était parti à la retraite entre-temps. C'est ainsi que le modèle suivant, l'élément de serrage central "C2.0", est devenu le nouveau favori de Heidkamp. L'expérience acquise lors de la première automatisation y a contribué. Avec des différences, bien sûr. Tout d'abord, une plus grande portée, car la Machine est plus grande. "Comme il y avait plus de palettes disponibles lors de la deuxième automatisation, nous avons configuré le système de manière à ce qu'il y ait le moins possible de mors à déplacer", décrit Heidkamp. "Aujourd'hui, les dispositifs de serrage sont placés sur des emplacements de palette bien définis, ce qui nous permet de réduire les temps morts à zéro". En mettant l'accent sur le nombre de pièces 1, les palettes sont pour cela équipées d'un ou deux étaux centraux de différentes largeurs et longueurs. Le Magasin de palettes, nettement plus grand, permet d'automatiser même les pièces individuelles et de les faire partir le soir ou la nuit sans intervention humaine. Sans heures supplémentaires.
Se préparer
Heidkamp utilise aujourd'hui un système complet de programmation FAO, un vaste magasin d'outils et un grand pool de palettes pré-équipées pour fabriquer automatiquement même la pièce individuelle, souvent sans intervention humaine. Ainsi monté, l'Exploitant a déjà les prochaines étapes en ligne de mire. "Cette année encore, nous introduisons un nouveau système de gestion des marchandises", rapporte le Gérant. "Notre planification actuelle de la production fonctionne certes bien, mais si davantage de Pièces individuelles et de Dimensions arrivent en interne, nous voulons être préparés". L'année dernière, l'Exploitant a investi dans un premier tour - et depuis, il s'adapte à son nouveau profil de tâches. Malgré de telles extensions, la taille de l'entreprise devrait rester à peu près la même, avec cinq employés. "Nous nous sentons bien ainsi", souligne Heidkamp. "De plus, la capacité peut être construite autrement. Notre voie passe par une programmation et une AV performantes pour obtenir des temps de passage planifiables. À cela s'ajoutera à l'avenir l'automatisation pour deux machines sœurs, qui apportera encore quelques pourcents de débit". Avec tout cela, la technique de serrage des pièces ne changera pas beaucoup. "Elle fait son travail, ce qui nous permet de traiter de manière fiable des commandes encore plus importantes ainsi que des commandes rapides".

Ils ont développé un concept performant et flexible pour la fabrication à l'unité et en petites séries à Hüllhorst : Reiner Hartmann, Jan Heidkamp et Michael Jürging (de gauche à droite). (Photo : Gressel)
Contacts.


D-32609 Hüllhorst info@heidkamp-metallbearbeitung.de www.heidkamp-metallbearbeitung.de +49 5741 805024
Centres d'usinage HEDELIUS &
Solutions d'automatisation du Client.


Autres témoignages.

Dans la construction de prototypes, Vitronic mise sur le système modulaire de serrage Schunk pour travailler de manière flexible, avec une sécurité de processus et un temps de préparation optimisés** dans des situations de serrage qui **changent fréquemment. Grâce au système de serrage à point zéro Vero-S, à différents étaux de serrage, mandrins de tournage et porte-outils hydro-expansibles, il est possible de transférer rapidement les serrages, d'exploiter efficacement les machines et d'obtenir des résultats d'usinage de grande qualité. L'équipement uniforme et évolutif augmente considérablement la productivité, l'ergonomie et la fiabilité.

Avec environ 60 collaborateurs sur le site de Dillenburg en Hesse, la SIBA Metallverarbeitungs GmbH est depuis plus de 60 ans un partenaire fiable pour les branches les plus diverses. Une entreprise au montage aussi complet doit pouvoir agir avec une grande flexibilité dans la fabrication. C'est pourquoi SIBA fait confiance depuis de nombreuses années aux centres d'usinage d'HEDELIUS. Actuellement, l'entreprise mise sur deux installations automatisées qui assurent une précision maximale, des temps de fonctionnement sans personnel et des temps de réaction courts : la ACURA 65 EL avec automatisation PROMOT et la ACURA 65 MARATHON avec MARATHON SR422 Magasin de palettes.

La société S&S Schliess- und Sicherungssyteme GmbH de Mühlhausen en Thuringe peut désormais produire encore plus efficacement en termes de temps grâce à la TILTENTA 11- 2600. Grâce à un espace de travail généreux, au concept de broche pivotante intégrée et à un puissant usinage complet sur 5 axes, un seul serrage suffit, ce qui permet à S&S d'usiner entièrement des composants complexes avec la TILTENTA 11- 2600.