
Modèle bien pensé.

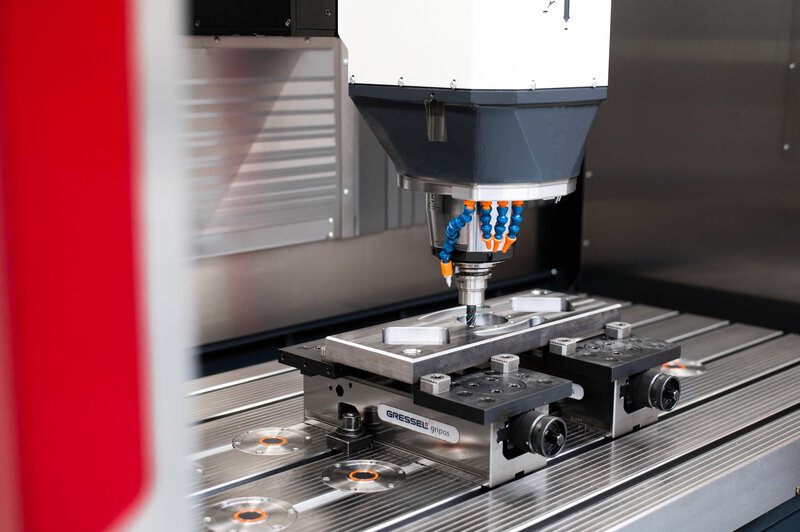
Pour que l'espace de travail puisse être utilisé de manière idéale, tout est orienté vers l'Opérateur grâce à la grande fenêtre de la machine et à la Table de machine fixe. L'accès direct à la pièce à usiner est encore renforcé par la hauteur de travail ergonomique de la table de machine. Des capots verticaux en acier inoxydable assurent une chute optimisée des copeaux, même lors de l'usinage volumétrique de l'aluminium. Ainsi, le temps consacré aux travaux de nettoyage est réduit lors de l'utilisation de la fraiseuse 3 axes de précision.

C'est ici que naît la comparaison des machines : ajoutez d'autres machines pour comparer les paramètres de performance.

|
||||||
|
FORTE 85
|
Ajouter une Machine
|
Ajouter une Machine
|
||||
| Course (X/Y/Z) | ||||||
| Course (X/Y/Z) | 1620 x 850 x 700 mm | - | - | |||
| Mode pendulaire | ||||||
| Mode pendulaire | - | - | - | |||
| Puissance | ||||||
| Puissance | 22 / 37 / 50 / 35 kW | - | - | |||
| Plage de vitesses | ||||||
| Plage de vitesses | 14000 / 15000 / 18000 min-1 | - | - | |||
| Porte-outils | ||||||
| Porte-outils | SK 40, BT 40, HSK A63 | - | - | |||
| Capacité | ||||||
| Capacité | 80 / 150 / 195 / 260 / 344 | - | - | |||
| Surface de bridage | ||||||
| Surface de bridage | 1800 x 900 mm | - | - | |||
| Charge de la table fixe max. | ||||||
| Charge de la table fixe max. | 1500/2000 kg | - | - | |||




























De nombreux facteurs interviennent dans l'obtention d'une précision de pièce donnée. Il y a d'abord les machines elles-mêmes. Ainsi, le Modèle, les composants et le logiciel ont une influence sur le résultat de l'usinage. Mais il faut aussi tenir compte de nombreux facteurs concomitants, de l'emplacement de la machine à la qualification des collaborateurs, en passant par les moyens de mesure, les dispositifs de serrage et les outils.







Centres d'usinage haute performance à 5 axes extrêmement compacts avec table rotative/pivotante montée sur roulements des deux côtés pour une performance d'enlèvement de copeaux de haute précision.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Circuit de perturbation
max. 300 kg
SK40 / BT40 / HSK A63

L'ACURA 50 offre plus de précision sur une surface de réglage moins importante. L'axe Y à guidage constant, associé aux chariots d'avance massivement nervurés en fonte grise, réduit les vibrations. La table rotative/pivotante est montée sur paliers des deux côtés et l'axe Z est spécialement protégé contre la distorsion thermique. Ces détails et bien d'autres encore augmentent la qualité de l'usinage, tandis que les dimensions du Centre d'usinage à 5 axes sont extrêmement réduites grâce à sa construction particulière.
Le chargement de la Machine s'effectue par une ouverture d'environ 600 x 840 mm située sur le côté droit de la Machine. Cette porte en acier inoxydable du Centre d'usinage à 5 axes, actionnée pneumatiquement, permet un chargement automatique des palettes, sans pour autant restreindre l'accès à la zone de travail de la machine.

Avec un système de serrage à point zéro fixe et une ouverture de chargement à actionner pneumatiquement sur le côté droit de la machine, l'ACURA 50 MARATHON est déjà préparée en usine pour une automatisation des palettes. Selon la variance de la gamme de pièces à usiner, différents magasins à outils sont disponibles avec jusqu'à 319 emplacements d'outils et des broches principales jusqu'à 18 000 min-1.

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Circuit de perturbation
max. 500 kg
SK40 / BT40 / HSK A63

Le centre d'usinage haute performance ACURA 65 convainc partout où des pièces à usiner doivent être fabriquées de plusieurs côtés avec une grande précision et dans un espace restreint. Grâce à sa faible profondeur de construction et à sa hauteur réduite, cette fraiseuse à 5 axes peut être intégrée dans pratiquement tous les ateliers. Grâce à ses nombreux accessoires, la Machine peut être adaptée à de nombreuses tâches d'usinage.
L'ACURA 65 EL permet d'automatiser la production indépendamment du fabricant grâce à un système de manutention de palettes ou un robot depuis le côté gauche de la machine. Il est ainsi possible d'automatiser la production sans intervention humaine. La porte du centre d'usinage à 5 axes reste entièrement accessible pour la fabrication manuelle de pièces individuelles.

L'ACURA 65 MARATHON dispose en usine d'un système de serrage à point zéro intégré pour l'automatisation des palettes, d'une ouverture de chargement latérale et d'une interface électrique pour la communication avec les installations de stockage de palettes HEDELIUS de la série MARATHON. L'ACURA 65 MARATHON reste accessible par l'avant même avec une automatisation, la vue depuis le poste d'équipement sur l'espace de travail est dégagée. En standard, le centre d'usinage dispose d'un magasin à outils de 65 emplacements. En option, un magasin MAGNUM permet de disposer de 25 outils supplémentaires et un magasin de standby de 264 outils.

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Circuit de perturbation
max. 1000 kg
SK40 / BT40 / HSK A63

L'ACURA 85 offre plus de précision sur une surface de réglage plus petite. L'axe Y à guidage constant, associé aux chariots d'avance massivement nervurés en fonte grise, réduit les vibrations. La table rotative/pivotante est montée sur paliers des deux côtés et l'axe Z est spécialement protégé contre la distorsion thermique. Ces détails et bien d'autres encore augmentent la qualité de l'usinage, tandis que les dimensions du Centre d'usinage à 5 axes sont extrêmement réduites grâce à sa construction particulière.
L'avantage du concept ACURA EL réside dans le fait que le chargement latéral permet de conserver l'accès complet à l'espace de travail pour les travaux de réglage et de contrôle, mais aussi, par exemple, pour une fabrication de pièces individuelles en équipe de jour. Même un chargement par grue de la Machine est possible sans restriction. Un autre avantage du Centre d'usinage à 5 axes (en fonction de l'automatisation choisie) est la visibilité de l'espace de travail, ce qui permet un contrôle optimisé du processus pendant le dégauchissage sur l'automatisation.

L'ACURA 85 MARATHON dispose en usine d'un système de serrage à point zéro intégré pour l'automatisation des palettes, d'une ouverture de chargement latérale et d'une interface électrique pour la communication avec les installations de stockage de palettes HEDELIUS de la série MARATHON. Même avec une automatisation, l'ACURA 85 MARATHON reste accessible par l'avant, la vue du poste d'équipement sur l'espace de travail est dégagée. En standard, le centre d'usinage dispose d'un magasin à outils de 80 emplacements. En option, 264 outils supplémentaires sont disponibles grâce au raccordement d'un Magasin Standby.

Centres d'usinage polyvalents avec Broche principale pivotante en continu et Plateau circulaire CN intégré.

X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Circuit de perturbation
max. 800 kg
SK40 / BT40 / HSK A63

Compacte et automatisable - ces deux termes caractérisent la TILTENTA 7-2000 NEO. Avec une course X de 2 000 mm, une broche principale pivotante en continu et un plateau circulaire intégré à 5 axes pour des pièces à usiner pesant jusqu'à 800 kg et d'un diamètre de 1 050 mm, HEDELIUS propose un centre d'usinage universel sans compromis. Qu'il s'agisse d'aluminium, de fonte grise ou d'acier à outils, ce centre d'usinage CNC vous permet de desserrer de multiples tâches d'usinage dans la construction de machines, d'outils et de véhicules. Les nombreuses solutions d'automatisation constituent un autre point fort.
La TILTENTA 7 NEO ouvre de nouveaux champs d'application pour l'usinage de pièces individuelles et de séries. Qu'il s'agisse d'Usinage d'extrémités de longues pièces ou d'Usinage complet à 5 côtés avec Plateau circulaire CN intégré, le concept Crossover de TILTENTA 7 résout de nombreuses tâches d'usinage dans la construction de machines, d'outils et de véhicules. La combinaison d'une broche principale pivotante en continu et d'une longue table de machine avec plateau circulaire CN intégré permet la fabrication mixte de grandes pièces et l'usinage précis sur 5 axes dans une seule machine.

La TILTENTA 7-2600 NEO EL ouvre de nouveaux champs d'application pour l'usinage entièrement automatisé de pièces individuelles et de séries. Les interfaces ouvertes et le Plateau circulaire CN décalé latéralement permettent à un système d'automatisation de charger la TILTENTA 7 depuis le côté gauche de la machine. La combinaison de la broche principale pivotante en continu et de la longue table de machine avec plateau circulaire CN intégré permet la fabrication mixte de grandes pièces et l'usinage précis à 5 axes sur une seule machine.

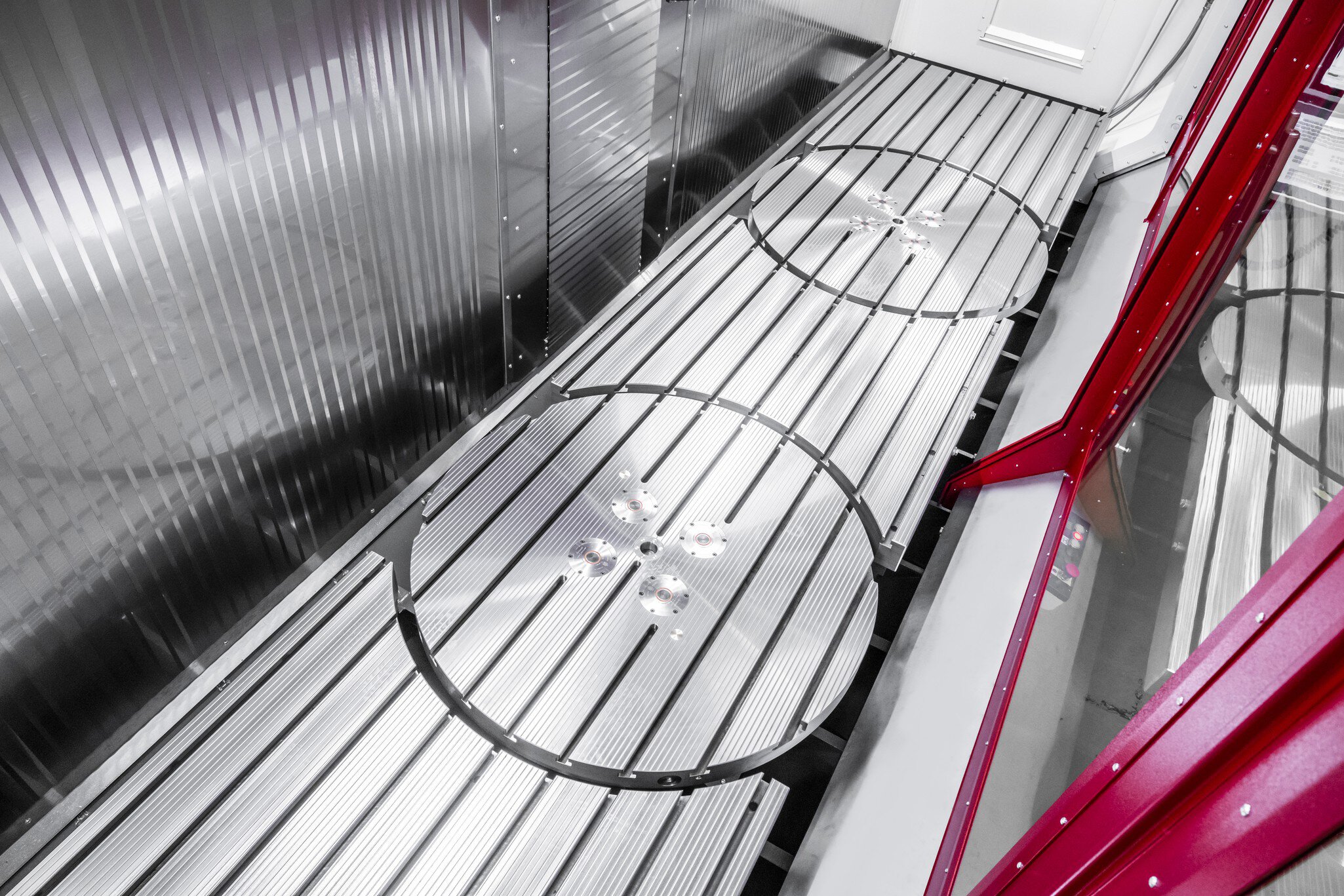
L'équipement avec un ou deux plateaux circulaires CN intégrés pour charges lourdes (Option) et une cloison de séparation de l'espace de travail permet une production en série économique de pièces grandes et lourdes. Le passage d'un espace de travail à l'autre en mode pendulaire ne prend qu'environ 10 secondes. En retirant simplement la cloison de séparation, l'ensemble de l'espace de travail est disponible pour un usinage vertical de pièces à usiner d'une longueur maximale de 3600 mm.

La TILTENTA 7-3600 NEO EL élargit son champ d'application à double titre : l'usinage entièrement automatisé de pièces individuelles et de séries est rendu possible par la trappe de chargement latérale ainsi que par le Plateau circulaire CN décalé vers la gauche. Un système d'automatisation peut ainsi charger et décharger efficacement la Machine depuis le côté gauche. De plus, la Course X généreuse de 3 600 mm prédestine la Machine à l'usinage de pièces longues et de pièces à usiner de grand format. Ainsi, la TILTENTA 7-3600 NEO EL réunit en une seule solution des processus de fabrication automatisés et une grande flexibilité dans l'usinage de grandes pièces.

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Circuit de perturbation
max. 1800 kg
SK40 / BT40 / HSK A63

Avec la TILTENTA 9 MILLTURN, HEDELIUS pose de nouveaux jalons et présente son premier centre de fraisage-tournage. Avec un diamètre de table de 900 mm et des vitesses de rotation allant jusqu'à 500 min-¹, il est synonyme d'Usinage complet en un seul serrage. Au lieu de réaliser séparément des opérations de tournage et de fraisage, la TILTENTA 9 MILLTURN permet l'usinage continu de pièces à usiner complexes dans un processus stable et fiable. Cela réduit non seulement le changement de serrage, mais aussi les temps morts et les risques liés au processus de manière significative.

Le Centre d'usinage à poste de commande mobile TILTENTA 9-2600 est entièrement encapsulé et permet en outre un chargement par grue sans restriction. La machine est équipée de série d'une Commande TNC Heidenhain, avec écran tactile, clavier complet et potentiomètre d'avance rapide. Une commande Sinumerik ONE / 840 D sl est disponible en option.
La TILTENTA 9-2600 EL est synonyme de flexibilité maximale dans l'Usinage complet automatisé. Grâce à la trappe de chargement latérale et au plateau circulaire CN décalé vers la gauche, la machine s'intègre parfaitement dans les solutions d'automatisation - idéale pour la fabrication entièrement automatisée de pièces individuelles et de séries. Avec une course X de 2600 mm et une course Y généreuse de 900 mm, elle offre d'excellentes conditions pour l'usinage précis et efficace des pièces les plus diverses. En combinaison avec la technologie 5 axes éprouvée, la TILTENTA 9-2600 EL réunit une dynamique élevée, une liberté d'usinage et une compétence en matière d'automatisation dans un concept de machine bien pensé.

Le centre d'usinage à postes de commande TILTENTA 9-3600 permet des vitesses de rotation jusqu'à 18 000 min-1 et des puissances de broche jusqu'à 50 kW avec un couple pouvant atteindre 217 Nm. Quatre axes dans l'outil garantissent une dynamique indépendante de la pièce à usiner - une condition idéale pour des marches rapides et des avances élevées jusqu'à 40 m/min.

Avec des courses de 4600 x 900 x 900 mm (x/y/z), la TILTENTA 9-4600 offre beaucoup de place pour les tâches d'usinage les plus diverses. Que ce soit pour l'usinage vertical de pièces à usiner jusqu'à 4600 mm de longueur ou pour l'usinage économique en 3 et 5 axes de pièces de série en mode pendulaire.

Avec des courses de 6200 x 900 x 900 mm (x/y/z), la TILTENTA 9-6200 offre beaucoup de place pour les tâches d'usinage les plus diverses. Que ce soit pour l'usinage vertical de pièces à usiner d'une longueur maximale de 6200 mm ou pour l'usinage économique en 3 et 5 axes de pièces de série en mode pendulaire.

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Circuit de perturbation
max. 2200 kg
SK50 / BT50 / HSK A100

Partout où l'enlèvement de copeaux lourd dans la construction de machines et d'outils se heurte à un espace restreint, la TILTENTA 10, avec ses courses de 2600 x 1000 x 1165 (X/Y/Z), est idéale. La table ronde intégrée pour charges lourdes permet d'usiner des pièces à usiner pesant jusqu'à 2200 kg. L'équipement de série avec le système de broches à double contact SK50 BIG PLUS (en option : HSK A100) est un autre point fort de cette machine polyvalente et stable.

HEDELIUS a toujours eu pour ambition de construire des Centres d'usinage stables pour un large éventail d'applications. Avec la TILTENTA 10, nous complétons la série TILTENTA, construite avec succès des centaines de fois. Avec des courses de 3600 x 1000 x 1000 (X/Y/Z) et une table ronde intégrée pour charges lourdes jusqu'à 1600 kg / 2200 kg (en option) de charge sur la table, cette Machine fera elle aussi référence dans la construction de machines et d'outils. La TILTENTA 10 est équipée de série du Système de broches à double contact SK50 BIG PLUS (en option : HSK A100).
Un centre d'usinage à montant mobile offre des avantages évidents dans la fabrication de pièces individuelles et de petites séries grâce à la possibilité de fabriquer des pièces individuelles cubiques en 5 axes, mais aussi d'usiner des pièces longues verticalement ou par les faces. La Course sur l'Axe X est donc un critère essentiel pour choisir la bonne machine. La TILTENTA 10-4600 convainc par ses courses de 4600 x 1000 x 1000 (X/Y/Z) et sa table ronde intégrée pour charges lourdes pouvant atteindre 1600 kg / 2200 kg (en option) de charge sur la table dans la construction de machines et d'outils. La TILTENTA 10 est équipée de série du Système de broches à double contact SK50 BIG PLUS (en option : HSK A100).

Pour les pièces à usiner longues et lourdes, un centre d'usinage à montant mobile 5 axes HEDELIUS de la série TILTENTA 10 met tous les atouts de son côté. Usinage 5 axes complet jusqu'à 2 200 kg, usinage vertical jusqu'à 6 200 mm, Usinage frontal jusqu'à environ 5 000 mm, Usinage pendulaire, SK50-Power - et ce, avec une dynamique de machine constante, indépendamment du poids de la pièce. Grâce au magasin d'outils mobile, vous profitez en tant qu'utilisateur de temps de copeaux à copeaux courts sur toute la Course. Grâce aux nombreux accessoires tels que les magasins Pickup pour les outils de grande longueur ou les plateaux circulaires verticaux pour l'usinage des arbres, cette machine peut être utilisée de manière flexible et vous permet une exploitation optimale et un retour sur investissement rapide.

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Circuit de perturbation
max. 1800 kg
SK40 / BT40 / HSK A63

Avec une remarquable course en Y de 1100 mm, la série TILTENTA-11 d'HEDELIUS entre dans de nouvelles dimensions. La TILTENTA 11-2600 permet de nouveaux domaines d'application pour l'usinage de pièces individuelles et de séries dans la construction de machines, d'outils et de véhicules. Que ce soit pour l'usinage de longues pièces ou pour l'Usinage complet à 5 côtés avec Plateau circulaire CN intégré, le concept TILTENTA-Crossover desserre de nombreuses tâches. La combinaison d'une broche principale pivotante en continu et d'une longue table de machine avec plateau circulaire CN intégré permet la fabrication mixte de grandes pièces et l'usinage précis sur 5 axes dans une seule machine.

Avec 4 axes dans l'outil, la TILTENTA 11 convainc par son excellente dynamique, indépendamment du poids de la pièce, et crée ainsi les conditions idéales pour des marches rapides élevées jusqu'à 40 mètres par minute. Équipé de puissantes motobroches CELOX refroidies par liquide, ce centre d'usinage à 5 axes convainc par son haut niveau d'enlèvement de copeaux et de précision. Les axes X, Y et Z largement dimensionnés ainsi que le bâti de machine rigide font figure de référence.

Grâce au magasin à outils mobile de TILTENTA 11, le changement d'outils ne prend que quelques secondes malgré une course de 4600 mm. Le Magasin à outils 65 positions de série réduit déjà en standard vos temps d'équipement. Grâce à une cloison de séparation de l'espace de travail, la Machine peut en outre être chargée en mode pendulaire, parallèlement au temps principal. Des espaces de travail parfaitement conçus avec des caches à lamelles verticales et une bonne accessibilité à l'espace de travail complètent le concept global de ce centre d'usinage à 5 axes.
Grâce au magasin à outils mobile de TILTENTA 11, le changement d'outils ne prend que quelques secondes malgré une course de 6200 mm. Le Magasin à outils 65 positions de série réduit déjà en standard vos temps d'équipement. Grâce à une cloison de séparation de l'espace de travail, la Machine peut en outre être chargée en mode pendulaire, parallèlement au temps principal. Des espaces de travail parfaitement conçus avec des caches à lamelles verticales et une bonne accessibilité à l'espace de travail complètent le concept global de ce centre d'usinage à 5 axes.

Découvrez la série FORTE - une nouvelle classe de centres d'usinage verticaux à 3 axes qui offrent une précision et des performances maximales dans un espace réduit grâce à une construction du poste de commande à la pointe de la technologie.

X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

Les systèmes de serrage à point zéro en option permettent de réduire considérablement les temps d'équipement de la
FORTE 50 Single 1120. Ils offrent ainsi un complément judicieux, notamment pour la fabrication de pièces individuelles jusqu'à
la production en moyenne série.
La FORTE 50 EL est équipée de série d'une ouverture de chargement à commande pneumatique
sur le côté droit. Cela permet un chargement automatique de
palettes ou de pièces à usiner, sans pour autant restreindre l'accès à la zone de travail de la machine
.

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

Lorsqu'une grande capacité d'enlèvement de copeaux et une grande précision sont nécessaires dans un espace réduit, le centre d'usinage à 3 axes FORTE 65 Single 1320 est le bon choix. La construction moderne du poste de commande brille par sa dynamique élevée, indépendamment du poids de la pièce. Avec des courses de 1320 x 650 x 600 mm, le centre d'usinage à montant mobile offre un espace surprenant pour des dimensions d'installation réduites. La précision à long terme est assurée par des systèmes de mesure de déplacement directs sur tous les axes et une technique d'entraînement de dernière génération.
Si une grande capacité d'enlèvement de copeaux et une grande précision sont requises pour la réalisation de votre projet d'automatisation, le centre d'usinage à 3 axes FORTE 65 EL est le bon choix. La construction moderne du poste de commande brille par sa dynamique élevée, indépendamment du poids de la pièce à usiner. La Machine dispose en série d'une ouverture de chargement à actionner pneumatiquement sur le côté gauche. Cela permet un chargement automatique de palettes ou de pièces à usiner, sans pour autant restreindre l'accès à la zone de travail de la machine. Grâce au grand choix d'interfaces pour différents fabricants d'automation comme EROWA, INDUMATIK ou BMO, d'innombrables possibilités d'automation s'offrent à vous.

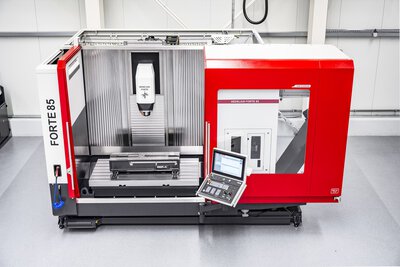
X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

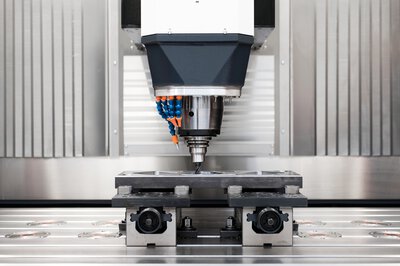
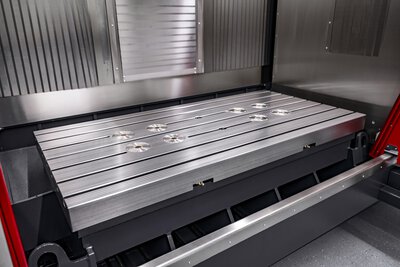
Pour que l'espace de travail puisse être utilisé de manière idéale, tout est orienté vers l'Opérateur grâce à la grande fenêtre de la machine et à la Table de machine fixe. L'accès direct à la pièce à usiner est encore renforcé par la hauteur de travail ergonomique de la table de machine. Des capots verticaux en acier inoxydable assurent une chute optimisée des copeaux, même lors de l'usinage volumétrique de l'aluminium. Ainsi, le temps consacré aux travaux de nettoyage est réduit lors de l'utilisation de la fraiseuse 3 axes de précision.
X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

Là où les centres d'usinage CNC traditionnels à table mobile atteignent leurs limites techniques en termes de courses, de dynamique, de chargement de la table et d'évacuation des copeaux, la série FORTE 7 offre une solution. La construction du poste de commande convainc par un chargement élevé de la table, une dynamique constante (indépendamment du poids de la pièce) et une évacuation optimisée des copeaux. La cabine complète fermée et une aspiration intégrée garantissent un environnement de travail propre. Le panneau de commande coulissant et les grandes fenêtres facilitent la mise en train et le contrôle du processus pour l'Opérateur.
Le centre d'usinage 3 axes FORTE 7-2600 NEO ouvre de nouveaux champs d'application pour l'usinage de pièces individuelles et de séries. L'insertion d'une cloison de séparation de l'espace de travail permet de diviser en deux la longue zone de travail de base pour le chargement et le déchargement en parallèle au temps principal. Un usinage pendulaire productif est ainsi possible.

Le concept de colonne mobile du centre d'usinage à 3 axes avec pont en fonte situé en bas offre des conditions idéales pour des marches rapides et des avances élevées jusqu'à 40 m/min. Des motobroches refroidies par liquide avec des vitesses de rotation allant jusqu'à 18 000 min-1 et des puissances allant jusqu'à 35 kW assurent une grande capacité d'enlèvement de copeaux avec une précision sans compromis.

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

Le centre d'usinage 3 axes FORTE 9 vient compléter la série FORTE d'HEDELIUS. Construit pour l'enlèvement de copeaux avec des outils modernes à haute performance, le FORTE 9-2600 possède un magasin d'outils à 60 positions et de grandes courses de 2600 x 900 x 1005 mm. Le concept sophistiqué de la colonne mobile convainc dans l'usinage de grandes pièces avec une puissance, une précision et une dynamique impressionnantes.
Le changement d'outils en quelques secondes dans n'importe quelle position est garanti par le magasin à outils mobile à 60 positions. Des espaces de travail parfaitement conçus avec des caches à lamelles verticales et une bonne accessibilité à l'espace de travail complètent le concept global de ce centre d'usinage à 3 axes.

Le concept de montant mobile du centre d'usinage à 3 axes montre sa supériorité en particulier pour les pièces lourdes et de grande taille, car la dynamique de la machine est indépendante du poids de la pièce. Le montant de commande en fonte grise, résistant à la torsion, convainc par sa grande stabilité et son amortissement des vibrations.

La FORTE 9-6200 pose de nouveaux jalons dans l'usinage de grandes pièces à usiner. Avec une course de 6 200 mm, une dynamique exceptionnelle et un solide poste de commande en fonte grise, elle garantit une Précision et une absorption des vibrations maximales - même pour les tâches difficiles. Idéal pour les processus de fabrication exigeants.

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

Lorsqu'une grande puissance est requise dans un espace réduit, le centre d'usinage vertical à 3 axes FORTE 10-2600 est le premier choix. Grâce à l'équipement de série haut de gamme avec systèmes de mesure directs, lamelles en inox, portes de l'espace de travail à roulement facile et broche de fraisage performante avec réception d'outils SK50, BT50 ou HSK A100, vous produisez de manière précise et économique.

En tant que centre d'usinage vertical à 3 axes, le FORTE 10-3600 convainc par ses très grandes courses, une broche de fraisage particulièrement performante avec réception d'outils SK50, BT50 ou HSK A100, un magasin à outils 40x en standard et les nombreux accessoires. Ce centre d'usinage deviendra le centre productif de votre production.
Grâce aux nombreux accessoires tels que les plateaux circulaires, les pompes à vide, les magasins pickup pour les outils de grande longueur ou un système hydraulique de serrage pour l'actionnement automatique des dispositifs, nous pouvons adapter la série FORTE 10 à vos besoins individuels. Des espaces de travail parfaitement conçus avec des caches à lamelles verticales et une bonne accessibilité à l'espace de travail complètent le concept global de ces centres d'usinage verticaux haute performance.

Avec une Course X de 6200 mm, ce centre d'usinage complète la série à succès FORTE 10. Des guides à recirculation de rouleaux largement dimensionnés, des broches filetées à billes aiguisées et des systèmes de mesure directs Heidenhain sur tous les axes garantissent une rigidité exceptionnelle associée à une précision et une dynamique maximales. Les postes de commande et la table de la machine sont fabriqués en fonte grise lourde. Un critère essentiel pour une machine SK50/HSK 100, afin de garantir une qualité de surface élevée et une faible usure des outils, même dans les matériaux difficiles à usiner. Grâce aux nombreux accessoires tels que les plateaux circulaires, les pompes à vide, les magasins pickup pour les outils de grande longueur ou un système hydraulique de serrage pour l'actionnement automatique des dispositifs, nous pouvons adapter la série FORTE 10 à vos besoins individuels.

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

Avec le FORTE 11, HEDELIUS Maschinenfabrik pose un nouveau jalon dans l'usinage 3 axes. Avec une course en Y de 1100 mm, ce centre d'usinage vient compléter la célèbre série FORTE. Avec 65 outils en standard et des courses de 2600 x 1100 x 1005 mm (x/y/z), cette machine est particulièrement adaptée à l'enlèvement de copeaux de pièces massives ou à l'usinage de plusieurs petites pièces.

Le centre d'usinage à 3 axes FORTE 11-3600 convainc par ses multiples possibilités d'utilisation dans différentes branches. Qu'il s'agisse de la construction de machines ou d'outils, de la construction automobile ou de l'aérospatiale, la série FORTE d'HEDELIUS fait référence partout où de longues pièces à usiner sont usinées de manière économique avec une grande précision. Avec ses broches de fraisage performantes, son magasin à outils à 65 positions en standard et ses nombreux accessoires, ce centre d'usinage deviendra le centre productif de votre production.

Malgré une course de 4600 mm, le Changement d'outils de la FORTE 11-4600 s'effectue en quelques secondes. En outre, le grand magasin à outils à 65 emplacements qui se déplace avec la machine réduit déjà en standard vos temps d'équipement. Des espaces de travail parfaitement conçus avec des caches à lamelles verticales et une bonne accessibilité à l'espace de travail complètent le concept global de ce centre d'usinage à 3 axes.
Précision maximale avec une grande course : la FORTE 11-6200 convainc par une course impressionnante de 6200 mm et un Changement d'outils rapide en quelques secondes. Le magasin à outils à 65 positions qui l'accompagne réduit considérablement les temps d'équipement. Des espaces de travail parfaitement conçus avec des caches à lamelles verticales et une excellente accessibilité offrent des conditions de travail idéales.

pour Centres d'usinage CNC

Améliorez la précision de votre fabrication grâce à des palpeurs et des lasers sophistiqués.

L'utilisation d'une cloison de séparation dans votre Centre d'usinage permet de transformer un espace de travail en deux espaces de travail fermés et indépendants pour l'enlèvement de copeaux en mode pendulaire.

La table de la machine est dotée d'une interface standardisée qui réduit le centrage et l'alignement des dispositifs à quelques secondes.

Pour élargir le champ d'application de votre TILTENTA en passant par l'usinage sur 5 faces jusqu'à l'Usinage simultané à 5 axes.
Plateaux circulaires à poser pour élargir les axes et augmenter les performances de votre centre d'usinage CNC.

Permettent un usinage sur plusieurs faces avec un serrage multiple et rationalisent ainsi la production en série.

La technique de commande la plus moderne de SIEMENS ou HEIDENHAIN garantit un confort d'utilisation maximal et une fonctionnalité illimitée.

La mise en œuvre d'installations de réfrigérant haute pression est une étape cruciale pour augmenter de manière significative les performances de votre centre d'usinage CNC.

Augmentez l'efficacité de votre production grâce à notre technique de nettoyage avancée pour les Centres d'usinage HEDELIUS.

Assurer l'avance technologique : des motobroches CELOX-Integral à forte puissance et couple avec technique de palier hybride.

Augmentation du confort d'utilisation et réduction de la charge de travail des opérateurs de machines.

HEDELIUS propose pour toutes les machines une peinture des portes de l'espace de travail selon vos souhaits de couleur.

Une presse à copeaux sépare les copeaux des agents réfrigérants et lubrifiants et les comprime en briquettes propres et maniables.

Centres d'usinage directement du fabricant. Délai de livraison très court !

Trouvez le Centre d'usinage CNC qui vous convient.
Solution d'automatisation et interfaces ouvertes pour les fournisseurs tiers afin d'améliorer l'efficacité.
+ Automatisation de centres d'usinage avec table rotative/pivotante
+ Chargement latéral par le système d'automatisation
+ L'espace de travail est entièrement préservé
+ Solutions à encombrement réduit

+ Automatisation de fraiseuses à banc long avec broche pivotante
+ Chargement frontal par le système d'automatisation
+ L'espace de travail est toujours préservé
+ Solution pour l'usinage 5 axes et de pièces longues

+ Automatisation de fraiseuses à 3 axes
+ Chargement latéral par le système d'automatisation
+ L'espace de travail est entièrement préservé
+ Solutions à encombrement réduit

Solution d'automatisation pour pièces individuelles comme pièces répétitives ou petites à moyennes séries avec palettes.

Avec six palettes mesurant jusqu'à 400 x 500 mm pour un poids de transfert maximal de 370 kg, le magasin de palettes super compact MARATHON PL406 est un booster de productivité peu encombrant pour la Série ACURA. Pour faciliter la commande, le système d'automatisation dispose de boutons pour la rotation du support de palettes et l'acquittement des pièces brutes. La liste des tâches est créée sur la commande Heidenhain dans le Batch Process Manager.

Avec jusqu'à 34 palettes, le Magasin de palettes MARATHON RZ430 est idéal lorsque des pièces individuelles doivent être fabriquées en tant que pièces répétitives ou en petites ou moyennes séries. La manipulation des palettes est assurée par un robot YASKAWA à 6 axes avec une charge utile de 88 ou 110 kg en option. Deux stations d'entrée/de sortie extractibles garantissent une productivité maximale, même pour des temps d'exécution du programme courts. Le point fort est la gestion des palettes et des commandes MultibatchOS avec un écran tactile large de 18,5". Le système d'automatisation est parfaitement adapté aux centres d'usinage 5 axes ACURA 50 et ACURA 65.

Avec 22 palettes, le magasin de palettes MARATHON SR422 est idéal lorsque des pièces individuelles doivent être fabriquées en tant que pièces répétitives ou en petites ou moyennes séries. L'un des points forts est le concept de commande continu de l'ACURA 65 MARATHON avec Heidenhain TNC - sur la machine, sur le terminal à outils du Magasin Standby et sur le terminal du magasin de palettes. Le système d'automatisation est parfaitement adapté au Centre d'usinage à 5 axes ACURA 65.
Avec 18 palettes de 500 x 500 mm, un cercle d'interférence de 700 mm et un poids de transfert de 470 kg, le Magasin multi-palettes MARATHON SR518 est conçu pour la manipulation de grandes pièces individuelles lourdes comme pièces répétitives ou de petites à moyennes séries. Avec le puissant centre d'usinage à 5 axes ACURA 85, la broche de 50 kW en option et un magasin d'outils STANDBY à 344 positions, on obtient une équipe parfaitement rodée pour une productivité maximale. Depuis la Station d'entrée/de sortie, qui pivote à 360°, l'Opérateur a toujours une vue sur l'Espace de travail de la Machine. Pour le contrôle du processus et l'introduction de nouvelles pièces à usiner, l'espace de travail reste entièrement accessible par l'avant.

La série TILTENTA est réputée pour sa flexibilité,
sa fiabilité et ses performances d'usinage. La nouvelle
TILTENTA 7-2000 NEO offre des courses généreuses
de 2000 mm sur l'axe X, 700 mm sur l'axe Y
et 735 mm sur l'axe Z. Le magasin de palettes
dispose de 15 emplacements de palettes pour des composants d'un
diamètre maximal de 700 mm et d'une hauteur de serrage de 500 mm.
La Station d'entrée/de sortie est ici aussi pivotante, afin d'équiper par exemple des tours de serrage ou des pyramides de serrage de manière ergonomique
. Pour une flexibilité totale, le
MARATHON SR415 charge la TILTENTA 7 de manière entièrement automatique par
le côté gauche de la machine.

L'ERC 80 d'EROWA charge des palettes de 320 x 320 mm sur le centre d'usinage 5 axes ACURA 50 EL. Le magasin multi-palettes a une capacité de 10 palettes de 320 x 320 mm (16 palettes en option), pour un poids de transfert de 80 kg. En alternative, le Magasin de palettes peut également traiter des palettes plus petites, par exemple jusqu'à 24 palettes de Ø 210 mm. La particularité de ce concept est son faible encombrement d'environ 4480 mm.

Juste ce qu'il faut. C'est le concept du Robot Dynamic 150L d'EROWA. Vous n'acquérez que la quantité d'automatisation utile à l'heure actuelle. Si les exigences en matière de capacité de production évoluent, le Système Robot Dynamic peut être étendu à tout moment et de manière modulaire. Le rail linéaire mince est étendu à la longueur nécessaire à l'aide de segments individuels. Les étages du Magasin sont configurés spécifiquement pour chaque tâche.

EROWA Leonardo est un appareil de manutention de palettes avec des magasins à plusieurs niveaux. Le poids de transfert est de 80 kg (Option 120 kg). L'Axe X présente une longue course et peut donc être utilisé sur de grandes machines. Les quelques commandes nécessaires sont saisies sur un pavé tactile. La commande intégrée dispose d'une grande autonomie. Les palettes sont automatiquement déposées sur une position disponible.


Avec l'INDUMATIK Light 30, le centre d'usinage peut passer rapidement et facilement du mode manuel au mode automatisé. Avec 50 Emplacements de palette pour différentes Pièces à usiner, l'ACURA peut également être utilisé en équipe sans opérateur. Grâce à la station de stockage et de déstockage intégrée, l'opérateur peut à tout moment prélever des pièces finies et les équiper simultanément de nouvelles pièces. Le logiciel de pilotage optionnel InduCell vérifie les programmes CN et le tableau des outils afin de permettre un enlèvement de copeaux continu.
Avec l'INDUMATIK Light 60, le centre d'usinage peut passer rapidement et facilement du mode manuel au mode automatisé. Avec par exemple 24 Emplacements de palette pour différentes Pièces à usiner, l'HEDELIUS ACURA peut également être exploité sans problème en équipe sans personnel. Grâce à la station de stockage et de déstockage ergonomique intégrée, l'opérateur peut à tout moment prélever des pièces finies et les équiper simultanément de nouvelles pièces. Le logiciel de pilotage optionnel InduCell vérifie les programmes CN et le tableau des outils afin de permettre un enlèvement de copeaux continu.

Avec l'INDUMATIK Light 120, le centre d'usinage peut passer rapidement et facilement du mode manuel au mode automatisé. Avec par exemple 30 Emplacements de palette pour différentes Pièces à usiner, l'HEDELIUS ACURA peut également être exploité en équipe sans opérateur. Grâce à la station de stockage et de déstockage intégrée, l'Opérateur peut à tout moment prélever des pièces finies et les équiper simultanément de nouvelles pièces. Le logiciel de pilotage optionnel InduCell vérifie les programmes CN et le tableau des outils afin de permettre un enlèvement de copeaux continu.

Conçu comme un système de fabrication flexible (en abrégé FFS, également appelé FMS pour Flexible Manufacturing Système), l'Indumatik 150 permet aussi bien l'automatisation d'un centre d'usinage que l'automatisation d'un système multi-machines. L'Indumatik 150 dispose d'un magasin de palettes extensible de manière flexible ainsi que d'un appareil de manutention rotatif, déplaçable sur un rail au sol. Le serrage des pièces à usiner

Roboterzellen verwalten Werkstücke aus Rasterschubladen vollautomatisch für die Klein- und Mittelserienfertigung.

L'Iridium Hybrid de BMO réunit deux mondes dans l'automatisation d'un centre d'usinage CNC : automatisation flexible de petites séries via des dispositifs avec palettes et production en série de pièces sciées, par exemple, par introduction directe de pièces dans la machine. L'Iridium séduit d'une part par ses dimensions compactes de seulement 1 500 mm de large et d'autre part par sa capacité de 20 palettes de 200 x 200 mm et un tiroir de stockage pour 50 pièces à usiner de dimensions allant jusqu'à 100 x 100 mm.

La Cellule robotique Platinum est conçue pour le chargement de pièces sur deux machines CNC au maximum. Les pièces à usiner sont alors prélevées dans des tiroirs à crans par un robot à 6 axes et placées dans la Machine. Afin de pouvoir réagir de manière très flexible aux petites tailles de lots et d'augmenter le temps de fonctionnement sans personnel de l'installation, la solution d'automatisation Platinum dispose en outre de huit emplacements de palette pour le maintien des dispositifs de serrage. Cela signifie que l'automatisation robotisée place d'abord automatiquement le dispositif de serrage nécessaire dans la machine, puis équipe le dispositif avec les pièces brutes à partir du tiroir de stockage.

Le modèle Titanium dispose de jusqu'à 100 emplacements de magasin de palettes ainsi que de deux stations d'équipement de palettes permettant de traiter des pièces à usiner ou des palettes combinées. Pour permettre l'usinage de pièces à usiner lourdes sur des palettes, des robots de 180 kg ou 225 kg sont disponibles. Afin d'évacuer le volume élevé de copeaux, la machine de la série ACURA peut être équipée d'accessoires spéciaux tels qu'un rinçage de l'espace de travail et des convoyeurs à copeaux alternatifs.

Alors que dans les cellules robotisées des séries Platinum et Titanium, le nombre de pièces à usiner est limité par le nombre de tiroirs, les cellules robotisées de la série Infinity peuvent accueillir un nombre presque illimité de pièces à usiner et de palettes. Cela est rendu possible grâce à des étagères pouvant être divisées de manière flexible et à un contrôle de hauteur intégré pour une utilisation optimale de la capacité des étagères. Le stockage des pièces à usiner s'effectue sur des plateaux à grille. Afin de pouvoir réagir de manière très flexible aux petites tailles de lot, aux pièces lourdes ou aux situations de serrage complexes, la solution Infinity dispose d'Emplacements de palette pour le maintien de dispositifs de serrage les plus divers. En tant que véritable automatisation Multi-Batch, le robot place d'abord automatiquement le dispositif de serrage nécessaire dans la Machine, puis il équipe le dispositif à partir des plateaux avec les pièces brutes.


Cette automatisation facile pour les débutants a été spécialement conçue pour l'équipement et le déchargement de petites séries et/ou de petites pièces à usiner. L'automatisation dispose d'un robot à 6 axes qui prend les pièces à usiner sur une table fixe et les place dans le centre d'usinage à 5 axes de la série ACURA. Selon l'espace disponible, l'installation peut charger la Machine frontalement ou latéralement.

Lorsqu'une grande flexibilité et une grande autonomie sont requises, la ROBOJOB Tower vaut le coup d'œil. Un système d'élévateurs verticaux permet de stocker non seulement des pièces à usiner, mais aussi des dispositifs de serrage et des palettes sur 28 niveaux au maximum. En option, l'installation peut être équipée de rayonnages à palettes supplémentaires et d'une station d'entrée/sortie pour les pièces à usiner très lourdes ou très grandes.


Lorsqu'une grande flexibilité et une grande autonomie sont requises, la ROBOJOB Tower vaut le coup d'œil. Un système d'élévateurs verticaux permet de stocker non seulement des pièces à usiner, mais aussi des dispositifs de serrage et des palettes sur 28 niveaux au maximum. En option, l'installation peut être équipée de rayonnages à palettes supplémentaires et d'une station d'entrée/sortie pour les pièces à usiner très lourdes ou très grandes.


La cellule d'automatisation RoboTrex se compose d'un Robot à 6 axes Fanuc avec des capacités de charge allant jusqu'à 50 kg. Le stockage des pièces à usiner s'effectue à l'aide d'étaux sur des chariots d'automatisation mobiles. Le logement breveté et surélevé des étaux permet d'optimiser l'utilisation de la surface de réglage. Les chariots d'automatisation permettent de serrer et de desserrer les pièces à usiner même à une grande distance de la Machine. Pendant le mode de fonctionnement de la Machine, un chariot d'automatisation peut être retiré ou échangé. L'installation RoboTrex 96 dispose en outre d'un changement de préhenseur pour pouvoir traiter différentes tailles de Schaubstock. En combinaison avec la reconnaissance automatique des chariots d'automatisation, l'installation offre une grande flexibilité et couvre une grande variété de pièces.

Solution d'automatisation qui combine la manipulation des pièces à usiner et des palettes en un seul système.

Le modèle en miroir des ACURA 50 et ACURA 65 permet un enchaînement avec des systèmes de palettes ou de pièces.

Des magasins d'outils séparés pouvant accueillir jusqu'à 264 outils supplémentaires nettoient, entretiennent et réduisent énormément les temps de changement.
Pour la connexion électrique à un système d'automatisation, des interfaces standard préconfigurées sont disponibles, par exemple pour EROWA, INDUNORM, ROBOJOB, BMO ou LANG.

Avec plus de 3 000 centres d'usinage HEDELIUS installés, nous assurons aujourd'hui un enlèvement de copeaux précis et puissant dans les branches les plus diverses.

Différents points forts de la construction permettent à nos clients d'atteindre durablement un maximum de précision et d'efficacité à chaque étape de la production.

Le jumeau numérique apporte la véritable technologie CNC dans le monde virtuel – sous la forme d’une réplique logicielle exacte de la machine-outil réelle.

Durch den Einsatz von rüstzeitoptimierter Technik, wie schnelle Werkzeugbereitstellung und innovative Spannmittel, können Unternehmen Ihre Spindellaufzeit nachhaltig maximieren.

Améliorez la précision de votre fabrication grâce à des palpeurs et des lasers sophistiqués.
L'utilisation d'une cloison de séparation dans votre Centre d'usinage permet de transformer un espace de travail en deux espaces de travail fermés et indépendants pour l'enlèvement de copeaux en mode pendulaire.
La table de la machine est dotée d'une interface standardisée qui réduit le centrage et l'alignement des dispositifs à quelques secondes.
Pour élargir le champ d'application de votre TILTENTA en passant par l'usinage sur 5 faces jusqu'à l'Usinage simultané à 5 axes.
Plateaux circulaires à poser pour élargir les axes et augmenter les performances de votre centre d'usinage CNC.
Permettent un usinage sur plusieurs faces avec un serrage multiple et rationalisent ainsi la production en série.
Les facteurs qui ont une influence déterminante sur la précision de nos machines de précision.

Optimisez votre centre d'usinage HEDELIUS grâce à une multitude d'options parfaitement adaptées à vos besoins spécifiques et à vos tâches de production.

La technique de commande la plus moderne de SIEMENS ou HEIDENHAIN garantit un confort d'utilisation maximal et une fonctionnalité illimitée.
La TNC7, associe des composants matériels de haute qualité à une interface utilisateur avancée et personnalisable et à un ensemble généreux de fonctions.

Avec SINUMERIK ONE, vous établissez de nouveaux standards dans votre production, grâce à des jumeaux numériques, des fonctions de diagnostic étendues et une grande flexibilité.

La mise en œuvre d'installations de réfrigérant haute pression est une étape cruciale pour augmenter de manière significative les performances de votre centre d'usinage CNC.
Augmentez l'efficacité de votre production grâce à notre technique de nettoyage avancée pour les Centres d'usinage HEDELIUS.
Assurer l'avance technologique : des motobroches CELOX-Integral à forte puissance et couple avec technique de palier hybride.
Augmentation du confort d'utilisation et réduction de la charge de travail des opérateurs de machines.
HEDELIUS propose pour toutes les machines une peinture des portes de l'espace de travail selon vos souhaits de couleur.
Une presse à copeaux sépare les copeaux des agents réfrigérants et lubrifiants et les comprime en briquettes propres et maniables.
+ Personnel.
+ Planification intelligente des interventions.
+ Excellente disponibilité des pièces de rechange.

Solution rapide et professionnelle en cas de service.

+ Demandes de service
+ Demandes d'entretien
+ Demandes de pièces de rechange

Depuis 55 ans, HEDELIUS n'a qu'un seul objectif : accroître l'efficacité de la production de pièces unitaires et de petites séries dans les industries de la fabrication de machines, d'outils et de véhicules.

Profitez de cette occasion pour découvrir en direct nos centres d'usinage et nos solutions d'automatisation et constater par vous-même leurs performances et leur fiabilité.

Des milliers d'entreprises dans toute l'Europe - dont de nombreux champions cachés - misent sur nos solutions et notre expertise. Des PME innovantes aux grands groupes mondiaux, nous comptons parmi les partenaires privilégiés lorsqu'il s'agit de relever des défis ambitieux et d'obtenir des succès durables.

Formation complète et pratique pour les programmeurs et opérateurs CNC, de l'usinage 3 axes à l'usinage 5 axes.

Les centres d'usinage de la marque HEDELIUS sont utilisés dans une grande variété d'industries.

Maschinen- und Anlagenbau

Werkzeug- und Formenbau

Lohnfertigung











Conservation des ressources, efficacité énergétique et sécurité future : nos efforts pour contribuer positivement à bâtir un avenir durable.

Vous partagez, en tant que fournisseur, nos valeurs de qualité et de fiabilité ? Alors n’hésitez pas à nous contacter.

Au fil des ans, nous avons constitué un solide réseau de 19 partenaires commerciaux à travers l'Europe.

Informations actuelles et nouveautés concernant HEDELIUS Maschinenfabrik. Un bref aperçu de la diversité des produits des Centres d'usinage, des automatismes et des manifestations.

Dans notre zone de téléchargement, nous mettons à disposition un grand nombre de documents d'information gratuits.

Toutes les dates à venir pour les ateliers, les participations aux salons et autres événements en un coup d'œil.

Plus de 3000 clients de renom dans toute l'Europe font confiance à la qualité et à la fiabilité des machines HEDELIUS.

Informations intéressantes sur l'entreprise, nouveautés, informations sur les produits, rapports d'utilisateurs
